Реферат: Технологія поверхневого зміцнення деталей з відновленням геометричних розмірів газотермічним
Технологія поверхневого зміцнення деталей з відновленням геометричних розмірівгазотермічним напиленням
1. Загальні відомості про отримання покриттів газотермічним напиленням
Газотермічним напиленням (ГТН) називають процес нанесення покриттів шляхом нагрівання матеріалу до рідкого стану і розпилення його на виріб-підкладку за допомогою газового струменя.
Покриття наноситься без суттєвого підвищення температури підкладки, що виключає появу деформації напилених деталей.
Розрізняють такі види ГТН:
- газополуменеве;
- газоелектричне, яке в свою чергу поділяється на електродугове, високочастотне і плазмове.
Особливий інтерес викликають покриття, отримані високотемпературним або плазмовим напиленням. Висока продуктивність, простота технології нанесення покриття дозволяють використовувати його в багатьох галузях техніки і наносити покриття на деталі різних розмірів, навіть на корпуси танкерів.
Плазмове напилення являє собою подальший етап розвитку техніки металізації розпиленням.
При плазмово-дуговому нанесенні покриттів плавлення вихідного матеріалу здійснюється в плазмовому струмені, температура якого складає 5000-55000 К. Дуговий плазмовий струмінь отримують вдуванням плазмотворного газу в електричну дугу, що утворюється між двома електродами.
Плазмовий струмінь являє собою потік речовин, що складаються з електронів, іонів і нейтральних атомів плазмотворного газу. В якості плазмотворних газів використовують аргон, азот, водень, аміак, водяну пару, а також їх суміші.
Частки вихідного матеріалу, потрапляючи в плазмовий струмінь, розплавляються і переносяться на поверхню оброблюваної деталі.
Головним критерієм застосовування матеріалу в якості покриття є можливість переводу його часток в розплавлений або високопластичний стан і наступна деформація їх при зустрічі з підкладкою. Високі температури в поєднанні з можливістю широкого регулювання складу струменя (інертний, відновлювальний, окислюваний) і швидкості його витікання створюють велике розмаїття матеріалів, що напилюються газотермічними методами – від самих тугоплавких металів, оксидів, карбідів до пластичних мас.
Малий термічний вплив на напилювану основу (десь 80-150о С) дозволяє виключити небажані структурні перетворення, уникнути деформації виробу, створює можливість нанесення покриття на основу з найрізноманітніших матеріалів (металів, кераміки, бетону, дерева, картону та ін.).
Такі переваги обумовлюють високу універсальність газотермічного напилення, яка дозволяє наносити покриття з широким спектром службового призначення – зносостійких, корозієстійких, теплозахисних, електроізоляційних та інших, а також для відновлення розмірів зношених деталей.
Плазмове напилення здійснюють розплавлюючи дріт, стержні або подаючи порошок (див. рис. 1).
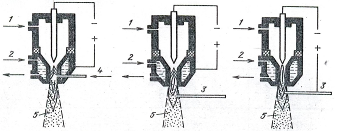
Рис. 1. Схеми плазмового напилення:
а) подача напилюваного матеріалу в плазмовий струмінь через сопло;
б) те ж за сопловою ділянкою;
в) плазмова металізація дротом залежною дугою: 1 – вхід газу; 2 – вхід води; 3 – електродний дріт; 4 – подача порошку.
Плазмою називають газ повністю або частково іонізований під впливом тих або інших факторів. Такими факторами можуть бути: температура, детонація, електричний або високочастотний розряд, фотоіонізація, γ-випромінювання.
Характеристика плазми значною мірою обумовлюється вибором плазмотворного газу. Термічні параметри дугових плазмених струменів для різних газів наведені в табл. 1.
Таблиця 1
Термічні параметри плазмових струменів
| Вид газу |
Потужність на плазмо-троні, кВт |
Напруга на дузі, --> ЧИТАТЬ ПОЛНОСТЬЮ <-- К-во Просмотров: 216
Бесплатно скачать Реферат: Технологія поверхневого зміцнення деталей з відновленням геометричних розмірів газотермічним
|