Реферат: Технологія поверхневого зміцнення деталей з відновленням геометричних розмірів газотермічним
Дозатор и відрізняються від живильників тим, що мають дозуючий пристрій, здатний в одиницю часу подавати відповідну кількість порошку.
Як дозуючий пристрій використовують інжектори, штоки, лотки, тарілки. Схеми дозуючих пристроїв наведені на рис. 3.
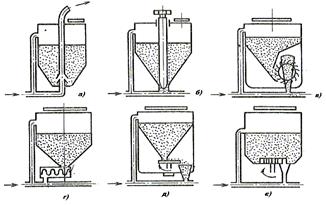
Рис. 3. Схеми дозуючих пристроїв типів: а)інжекторного; б) штокового; в) вертикально-барабанного; г) шнекового; д) тарілчастого; є) горизонтально-барабанного.
Дозування живильниками типу а і б (рис. 3) нерівномірне з великими похибками, але їх можна застосовувати при транспортуванні порошків крупністю менше 50 мкм. Якщо порошок має розміри більше 50 мкм, можна використовувати дозатор шнекового, тарілчастого або барабанного типу (рис.3, в, г, д, е). Однак, при дозуванні твердих порошків при формуванні зносостійких покриттів спостерігається посилене зношування робочої частини (шнека, барабана). При цьому менше зношується дозатор тарілчастого типу.
Установки для плазмового напилення, що виготовляються серійно, можна поділити умовно на три типи: УПУ, УМП і "Київ". Останні моделі УПУ-3М, УПУ-3Д, УПУ-8, УМП-6, Київ-7 мають більш досконалу конструкцію в порівнянні з тими, що випускались раніше. Наприклад, УПУ-8 має тиристорне джерело живлення, автономний блок охолодження водою, два дозатори і більш потужні плазмотрони.
Київ-7 укомплектовано пальником, який може працювати на повітрі або суміші газів (повітря + пропан-бутанові горючі гази), має також два дозатори з програмним управлінням.
Технічні характеристики плазмових установок для напилення подані в додатку 1.
Принципова газоелектрична схема установки для напилення показана на рис. 4.
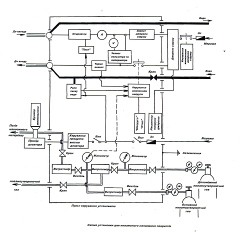
Рис. 4. Газоелектрична схема установки для плазмового напилення покриттів.
2. Технологія плазмового напилення
Технологія плазмового напилення включає серію послідовних операцій: підготовку порошків і напилюваної поверхні, напилення покриття, обробку покриття і контроль якості.
Підготовка порошків полягає в розсіюванні їх на фракції, відокремлюючи потрібні для напилювання фракції. Для підвищення сипучості порошків перед напиленням їх піддають висушуванню при температурі від 70 до 200о С в залежності від складу порошку. При напиленні механічної суміші з декількох порошків їх попередньо змішують в змішувальних барабанах. Висушені порошки необхідно використати протягом 2-3 годин.
Підготовка деталей під напилення. Характером підготовки поверхні деталі визначається якість покриття. Чим якісніше підготовлена поверхня під напилення, тим краще отримане покриття.
Підготовка поверхні деталей під напилення здійснюється знежиренням, травленням, піскоструминною обробкою, термічною обробкою (підігріванням), механічною обробкою.
Знежирення здійснюють розчинниками для видалення мастил та бруду з поверхні деталі.
Травленням можна створити шорстку поверхню, яка забезпечить гарне зчеплення з напилюваним матеріалом.
Піскоструминною обробкою очищають поверхню підкладки і надають їй шорсткості, що збільшує контактну поверхню, а часткове розплавлення напилених часток порошку на виступах мікронерівностей збільшує кінцеву міцність покриття.
Термічна обробка (підігрівання) забезпечує активацію поверхні підкладки і видалення з поверхні вологи.
Механічна обробка призначена для створення шорсткої поверхні підкладки методом різання різцями або шліфуванням, а також для позбавлення від дефектів зношення (овальність, конусність, хвилястість).
2.1. Плазмове нанесення покриттів
Технологія плазмового напилення здійснюється таким чином.
Обирають режим роботи плазмової установки, який визначається розрахунками або за табличним рекомендаціями (див. додаток 2).
До режимів роботи належать: сила струму, напруга на дузі, вибір роду плазмотворного газу або суміші газів, витрати відповідних газів, розмір часток порошку і дистанція напилення.
Необхідну товщину покриття отримують за один або декілька проходів плазмотрону. Швидкість переміщення плазмотрона призначають так, щоб отримати за один прохід товщину покриття не менше 100-200мкм. При отриманні покриття за кілька проходів напилення слід вести у взаємо перпендикулярних напрямках.
Для отримання рівномірної товщини покриття на кромках деталей необхідно забезпечити вихід струменя за край деталей на відстань не менше половини кроку напилення.
Напилення спочатку робити на кромки виробу, а потім на іншу частину.
При напиленні рекомендується забезпечити заповнення не тільки виточки, підготовленої під покриття, але і ділянок, що граничать рядом з нею.