Статья: Чистота - залог успеха. Очистка систем увлажнения офсетных печатных машин
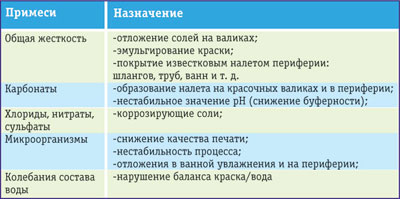
В процессе офсетной печати увлажняющий раствор с течением времени загрязняется краской, бумажной пылью, противоотмарывающим порошком и смывочными веществами. Кроме того, при неблагоприятных условиях (например, при недостаточном охлаждении, увлажнении без спирта, зараженной водопроводной воде) в системе могут появиться микроорганизмы, отчего стенки бака увлажнения покрываются слизью или зеленеют. Эти отложения образуют бактерии, грибки и водоросли, которые негативно влияют на качество печати и состояние машины. Возможны и другие примеси в увлажнении (табл. 1).
Если своевременно не провести очистку системы, возникнут проблемы в процессе печати. Происходит изменение рН увлажняющего раствора, растет его электропроводность, возникает пенообразование, раствор приобретает бурый или черный оттенок. Нарушается баланс краска/вода: возникает затягивание растровой точки, тенение, отмарывание оттисков в стопе и т. д. Замена увлажняющего раствора помогает ненадолго. Это вызывает остановку оборудования во время печати тиража, когда пробуют изменить параметры печатного процесса и свойства краски, а положительного результата не всегда удается добиться.
Табл. 1. Влияние примесей на качество воды
Примеси в воде
Наличие примесей и соответственно качество воды, использующейся типографиями, зависит от разных факторов (типа почв в данном регионе, природно-климатических условий местности). Точное содержание солей в воде (ее жесткость) определяется с помощью специальных тестов титрованием. Значение общей жесткости (dH) показывает, какое количество солей щелочно-земельных металлов (в первую очередь кальция и магния) содержится в воде. Этот параметр указывается в немецких градусах жесткости (в России - в мг-экв/л; 1мг-экв/л = 2,8° dH). Карбонатная жесткость (cH) показывает содержание гидрокарбоната кальция в воде.
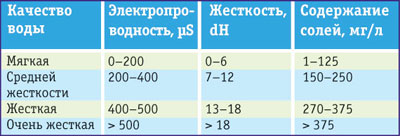
При использовании водопроводной воды для увлажняющего раствора, нужно учитывать следующие факторы: жесткость, содержание гидрокарбонатных солей, электропроводность, рН. Все они тесно связаны между собой (табл. 2).
Жесткая вода вызывает образование солевых отложений на красочных валиках, резинотканевом полотне, печатной форме, а также на увлажняющих валиках и в системе циркуляции увлажняющего раствора.
Табл. 2. Физико-химические свойства воды
Большую часть жесткости образует гидрокарбонат кальция. Это вещество может различным образом отрицательно влиять на печатный процесс. Оно легко превращается в нерастворимую известь. Поскольку в процессе офсетной печати часть увлажняющего раствора с печатной формы попадает в красочный аппарат и там частично испаряется, известь может осаждаться в мелких порах резиновых валиков красочного аппарата. При спиртовом увлажняющем аппарате испарение происходит интенсивнее, и этот процесс протекает быстрее. Ввиду того, что карбонат кальция (известь) гидрофилен, поверхность валиков теряет свои олеофильные свойства. Вода удерживается на валике и препятствует тому, чтобы валик мог передать достаточное количество краски. Расщепление краски (адгезия) прерывается, она отстает от валиков: происходит их «оголение». Кальций реагирует с жирными кислотами краски. При этом образуется известковое мыло (минералы с очень острыми краями), и одновременно происходит механическое истирание поверхности валиков, что приводит к ухудшению передачи цвета и преждевременному износу валиков.
При повышенном содержании гидрокарбоната в воде увеличивается рН. Для поддержания значения рН в идеальном для технологии печати диапазоне (от 4,8 до 5,5) используются буферные добавки к увлажняющему раствору. Для разных уровней жесткости водопроводной воды предлагаются специальные добавки к растворам с разной буферной мощностью и получаемыми значениями рН.
Отметим, что жесткость не понижается добавками: они лишь устраняют отрицательные воздействия жесткой воды на процесс печати. В таких концентратах содержатся специальные компоненты - комплексообразователи, которые, преобразуя соли кальция в хорошо растворимые соединения, компенсируют высокую жесткость воды и не дают солям кальция кристаллизоваться. В состав концентратов для увлажнения также входят ингибиторы коррозии - вещества, защищающие металлические части печатной машины от разрущающего воздействия воды.
В течение года состав воды меняется. Особенно весной и осенью, когда талые воды и дожди несут в водопроводную систему массу примесей. Сама талая вода намного мягче артезианской. Жесткость воды в зависимости от времени года может быть разной. Нужно отслеживать эти изменения, и, при необходимости, иметь в запасе концентраты увлажнения для воды разной жесткости.
При использовании очень жесткой воды рекомендуется проводить профилактическую очистку красочных и увлажняющих (особенно накатных) валиков, офсетного резинотканевого полотна средствами для снятия глазури. Подробнее о них будет сказано ниже.
В некоторых типографиях проблему решают, устанавливая фильтры для очистки и снижения жесткости водопроводной воды и дополнительные фильтры в системе циркуляции увлажняющего раствора, поступающего из ванн увлажнения в бак. Или используют специальные способы подготовки воды для увлажняющего раствора (см. авт. справку).
Микроорганизмы в увлажняющем растворе
Следующая группа, засоряющая систему увлажнения, - микроорганизмы, которые попадают в машину из воды, воздуха, бумаги, пыли. Это: водоросли, грибки (дрожжевые, плесневые и др.) и бактерии. Увлажняющий раствор - подходящая для них среда обитания. Находя в нем пищу, микроорганизмы изменяют рН увлажнения и нарушают процесс печати. Особенно быстро происходит рост микроорганизмов, если система увлажнения не очищается и на стенках бака увлажнения и периферии накапливаются отложения бумажных волокон, краски, гуммирующих средств и т. д. Наличие микроорганизмов в воде можно определить с помощью специальных тестов.
Бактерии и водоросли вызывают коррозию металла. Они потребляют и разлагают кислоту, и рН растет. Рост микроорганизмов нарушает циркуляцию увлажнения в системе, снижается производительность и качество печати, появляется неприятный запах, возникает риск заболевания рабочих.
Авторская справка
Подготовка воды для увлажняющего раствора
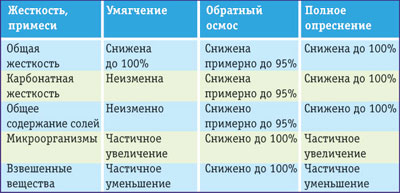
Существует несколько способов подготовки воды для печатного процесса: умягчение, полное опреснение (обессоливание), обратный осмос.
Устройства умягчения воды работают на основе катионообменников, которые регенерируются с помощью поваренной соли. Ионы кальция и магния заменяются ионами натрия. А вот анионы (например, гидрокарбонаты) нет. Таким образом, общее содержание солей не снижается. Умягчение воды лишь препятствует отложению извести, так как гидрокарбонаты (бикарбонат натрия) легко растворимы.
Поскольку содержание гидрокарбоната сохраняется, то ничто не препятствует влиянию на величину рН (увеличивает водородный показатель) и буферную мощность увлажняющего раствора (она снижается).
Проведение одного только умягчения воды нецелесообразно. Нейтральное умягчение воды проводится как предварительный этап при обратном осмосе.
При полном опреснении один за другим включают два ионообменника: катионообменник, который заменяет все катионы (например кальций, магний и натрий) водородными ионами, и анионообменник, заменяющий ионами гидроксила все анионы, такие как бикарбонат, сульфат, хлорид (хлориды и сульфаты ускоряют коррозию). Ионы водорода и гидроксила дают нам чистую воду, так что в сумме все растворимые соли заменяются водой. Катионообменник регенерируется соляной кислотой, анионообменник - едким натром.
При обратном осмосе происходит полное опреснение. Вода после ее прохода через 1-2 фильтра активированного угля для выведения хлора, нагнетается под определенным давлением через мембрану, которая пропускает только воду, но не соли. Обработанная вода имеет очень низкое остаточное солесодержание, одновременно устраняются микроорганизмы и грибки. Во избежание отложений извести в мембране, вода должна быть пропущена сначала через систему нейтрального умягчения.
При общем обессоливании воды и дистилляции, практически все минеральные соли удаляются. Полностью обессоленная и дистиллированная вода также неблагоприятно влияет на процесс печати. Практика показывает, что полное обессоливание воды и снижение жесткости до 0О dH приводит к увеличению эмульгирования краски, сильному растискиванию растровых точек и искажению градации. Необходимо учесть, что дистиллированная вода имеет рН=5, а при двойной дистилляции рН=4.
Оптимальный результат печати достигается с водой общей жесткостью 7-10°dH, карбонатной 3-4°dH. Поэтому в обессоленную воду вводят специальные добавки (например, Hydroplus 10 от BASF или Aqua Conditioner от Varn), чтобы установить жесткость обессоленной воды на уровне 7-10°dH. Это можно сделать при помощи специального дозатора (например, Doser от Varn). Таким образом, мы получим воду, полностью пригодную для процесса печати. В нее вводится концентрированная добавка для воды средней жесткости. При очень высокой жесткости (содержание гидрокарбонатных солей выше 400 мг/л) иногда смешивают водопроводную воду с дистиллированной. Необходимо в этом случае определить правильное соотношение, измеряя жесткость полученной воды. Жесткость определяют методом титрования. Напомним, что состав воды в течение года меняется, и нужно отслеживать эти изменения.
Способы подготовки воды
К сожалению, иногда приходится наблюдать полное пренебрежение к этой проблеме. Так, в одной из типографий на печатных машинах никогда не то что не чистили систему увлажнения, но и не меняли увлажняющий раствор, не мыли чехлы увлажняющих валиков. При этом в процессе печати постоянно происходило отмарывание. Когда решили сделать анализ увлажняющего раствора и налили его в бутылку, уже через сутки на ее горлышке образовалась пробка из микроорганизмов, и жидкость не выливалась. Пришлось несколько раз чистить систему увлажнения специальными средствами и вводить биоциды (консерванты), убивающие микроорганизмы.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--