Статья: Производственная диета
Над десятилетиями казавшейся незыблемой американской автомобильной «большой тройкой» — General Motors, Ford и DaimlerChrysler — нависла опасность. В августе 2003 г. впервые в истории японская Toyota продала в Америке больше автомобилей, чем американский Chrysler, а в третьем квартале 2003 г. по количеству проданных автомобилей обогнала и Ford. Ей пришлось проделать большой путь, кропотливо наращивая производительность, и сегодня лидерство Toyota более чем устойчиво. Оно основано на уникальной по эффективности производственной системе, принципы которой оказали огромное влияние на производственную философию и сегодня берутся на вооружение компаниями самых разных стран и отраслей — от металлургии до розничной торговли.
Западных менеджеров и экономистов всегда интересовали секреты эффективности японских производителей. Когда японские компании со своими недорогими и качественными автомобилями впервые заняли существенную долю американского рынка, считалось, что залог их успеха заключается в особенности японских рабочих, способных трудиться без сна и отдыха. Но когда японцы построили свои заводы в Америке и добились тех же потрясающих успехов — в эффективности производства и качестве продукции, — но уже с американскими рабочими, американские конкуренты были совершенно обескуражены. Оказалось, что весь секрет — в уникальной по эффективности организации производства. При ближайшем рассмотрении выяснилось, что японцы очень много внимания уделяют таким, казалось бы, очевидным вещам, как удовлетворение потребностей клиентов, качество продукции, экономия, исключение лишних операций. Но эти гениально простые принципы, позже составившие основу концепции «стройного производства» (lean manufacturing)1, оказались столь эффективными, что американским компаниям пришлось осваивать их, чтобы не отстать в конкурентной борьбе.
Стройное производство открывает колоссальные возможности для развития бизнеса в сферах, на которые раньше с этой точки зрения никто не обращал внимания. Сегодня считается, что увеличить производительность в самых разных отраслях может в первую очередь именно стройное производство. И хотя известно, как трудно прививаются его принципы, их берут на вооружение не только производственные компании, но и предприятия сферы услуг и благодаря им вырываются на лидерские позиции в отрасли.
Таичи Оно, основатель стройного производства и исполнительный вице–президент Toyota Motor с 1975 г. сформулировал основные принципы производственной системы Toyota, на которых она стоит вплоть до сегодняшнего дня.
1. Производить только то, что нужно, и только тогда, когда нужно. Правило распространяется на запчасти, на организацию, на характеристики продукции. Все прочее — расточительство.
2. При появлении ошибки следует сразу же найти ее причину, устранить ее и не допустить ее появления в будущем. Цель: отсутствие ошибок.
3. Все сотрудники и поставщики должны постоянно повышать качество продукции и совершенствовать производственный процесс.
Вынужденная эффективность
Необыкновенная эффективность стройного производства во многом объясняется историей его возникновения: его родоначальники просто вынуждены были искать необычные, парадоксальные технологические решения. Начав с производства текстильных станков в конце XIX в., владельцы компании Toyota — семья Тойода — в конце 1930–х годов переключились на выпуск грузовиков для нужд набиравшей обороты военной машины, а после войны решили создать полноценную автомобильную компанию. Казалось, все складывалось так, чтобы этот замысел не осуществился. На слишком маленьком внутреннем рынке и без того хватало производителей автомобилей всех классов, для выхода на внешний компания еще не набрала сил. Найти средства на полноценную модернизацию производства было практически невозможно: японскую экономику совершенно истощила война. Toyota охотно делала бы автомобили по традиционной тейлоровской системе, но дорогостоящая конвейерная сборка была ей не по карману. Главный инженер компании Таичи Оно понимал: им нужно найти собственный путь. И он стал искать его, изучая самое современное и крупное производство того времени — завод Rouge компании Ford. Адаптируя производственные решения к условиям своей стесненной в средствах компании и стараясь избежать излишнего расточительства, гениальный технолог одно за другим совершал открытия, в буквальном смысле перевернувшие философию производства.
Прежде всего финансовое положение Toyota обязывало найти недорогое производственное решение. Крупные автопроизводители для штамповки деталей использовали множество больших дорогих прессов, и при миллионных объемах производства это было оправданно. Но Toyota в то время выпускала лишь несколько тысяч автомобилей в год. Теоретически она могла приобрести один пресс и менять на нем пресс–формы для изготовления деталей, но при существовавшей технологии это было невозможно. У американцев на смену многотонной формы уходило не меньше дня, даже небольшие ошибки в установке приводили к серьезным поломкам, поэтому крупные производители предпочитали пореже менять их, а для этого устанавливали как можно больше прессов и штамповали огромные партии деталей. Таичи Оно разработал технологию быстрой смены пресс–форм. Купив несколько подержанных американских прессов, он поставил пресс–формы на ролики и придумал простые механизмы фиксации, чтобы менять их не раз в три месяца, а каждые два–три часа. Постоянно совершенствуя технологию, он сумел сократить время смены пресс–форм с одного дня до трех минут! Обходясь всего несколькими прессами, компания вполне справлялась с производством всего необходимого набора комплектующих.
И тут Таичи Оно сделал неожиданное открытие: оказалось, что производить детали мелкими партиями выгоднее, чем крупными. Во–первых, сокращались издержки на их перевозку и хранение, а во–вторых, что даже более важно, можно было выявить брак еще до того, как детали уходили на сборку. Когда Таичи Оно изучал конвейеры американских компаний, его поразили масштабы потерь. Американцы ориентировались на два основных показателя: соответствие объемов выпуска плану и качество автомобилей на выходе. Руководители производства знали, что если они произведут меньше, чем запланировано, у них будут проблемы. К тому же автомобили все равно дорабатывали перед отгрузкой потребителю, поэтому главным было — ни в коем случае не останавливать конвейер.
Даже если на каком–либо этапе возникала ошибка или появлялся брак, автомобиль все равно собирали до конца, и только уже сошедший с конвейера продукт проверяли на качество и устраняли дефект, тратя на это много сил, ресурсов и времени. Производство деталей малыми партиями позволяло избежать таких потерь.
Но на практике создать систему, при которой детали производятся маленькими партиями точно в соответствии с производственной необходимостью, с минимальной долей брака во время сборки, оказалось делом нелегким: для этого нужно было, чтобы рабочие сами стремились постоянно повышать качество.
Тейлоровская система исключала возможность такого отношения рабочих к своему труду, и найденное в Toyota решение нанесло еще один удар по идеологии массового производства. Конвейер Форда, основанный на принципе «Один рабочий — одна функция», предполагал максимальное разделение труда, и каждый вид деятельности на нем, будь то уборка помещения, ремонт или контроль качества продукции, выполнял отдельный человек. Но японский инженер, изучив организацию труда на конвейере, счел, что многочисленные специалисты, стоявшие за спиной конвейерных рабочих, практически не добавляют реальную стоимость к автомобилю, и это притом, что рабочие, теоретически способные выполнять множество операций, но вынужденные монотонно делать одно и то же, находятся в самом униженном положении («Мы держим их только потому, что пока не можем заменить автоматами», — говорили американские менеджеры) и их абсолютно не заботит качество продукта.
Вернувшись в Японию, Таичи Оно начал эксперимент. Он разбил рабочих на команды, за каждой закрепил определенный участок работы, на котором необходимо было выполнять сразу несколько функций, поставил перед ними конкретные задачи и обязал делать все вспомогательные операции — уборку, ремонт и даже контроль качества. Тем самым он не только устранил лишних сотрудников, но и добился того, что рабочим стали небезразличны результаты их труда. Воспитывая в них чувство ответственности, Таичи Оно стимулировал рабочих постоянно оптимизировать трудовой процесс, принимая рационализаторские советы по поводу не только их участка, но и всего завода.
Наконец, гениальный производственник взялся за брак. Чтобы искоренить порочную практику, при которой брак устраняется не сразу, а проходит одну производственную стадию за другой, усугубляя ошибку, Таичи Оно решился реализовать главный кошмар американского производственника: он приказал каждой команде в случае появления брака останавливать линию на время, необходимое для его устранения. Не удивительно, что конвейер стал останавливаться ежеминутно. Но реформатор, несмотря на недовольство рабочих, пошел до конца: если на Западе ошибку исправляли и забывали про нее, надеясь, что она больше не повторится, то Оно заставлял рабочих тщательно анализировать породившие ее причины. Затем весь технологический процесс тщательно стандартизировали и описывали, чтобы предотвратить появление подобной ошибки в будущем.
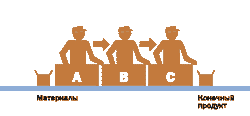
Уменьшению количества брака способствовало и объединение производства в общий поток (см. схему 1). В результате качество готовой продукции заметно улучшилось, а заодно практически отпала необходимость исправлять брак. Благодаря этому в плане производительности Toyota заметно оторвалась от автомобилестроителей, работавших по традиционной схеме, на заводах которых «работа над ошибками» занимала почти четверть времени, не говоря уже о том, что для этого требовалось не меньше одной пятой производственных площадей.
Схема №1 Особенности непрерывного потока
| Традиционная организация | Непрерывный поток |
 |  |
|
Работники разделены и не имеют возможности помогать друг другу в работе Разбивка на этапы проводится по процессам (прессирование, сверление и т п) Разбивка создает сложное расписание работ и схему движения продукта Схема "Один рабочий - одна операция" сама по себе эффективна, но перевозка материалов и ожидание увеличивают общее время работ Дефекты распространяются на всю партию |
Рабочие трудятся вплотную, что способствует взаимодействию и гибкости Упрощенная система сокращает время изготовления Размер запасов в процессе производства минимален Снижается процент брака Повышается возможность эффективно использовать рабочих с широкой квалификацией Легко определяется источник проблемы --> ЧИТАТЬ ПОЛНОСТЬЮ <-- К-во Просмотров: 281
Бесплатно скачать Статья: Производственная диета
|