Учебное пособие: Изготовление деталей РЭС методами порошковой металлургии и давлением
1.ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ МЕТОДАМИ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
2.Изготовление деталей давлением
2.1.Общие сведения
2.2.Холодная листовая штамповка
2.2.1.Разделительные операции листовой штамповки
2.2.2. Формообразующие операции штамповки
2.3.Объемная штамповка
3.ЗАКЛЮЧЕНИЕ
1.ИЗГОТОВЛЕНИЕ ДЕТАЛЕЙ МЕТОДАМИ ПОРОШКОВОЙ МЕТАЛЛУРГИИ
Порошковая металлургия – это отрасль технологии, занимающаяся изготовлением изделий из порошков металлов, их окислов и смесей металлических и диэлектрических порошков. Методы и средства технологии порошковой металлургии, или технологии металлокерамики как ее называют, отличаются высокой экономичностью при изготовлении изделий, позволяют получать материалы и детали, характеризующиеся высокой механической прочностью, жаростойкостью и особыми физико-механическими свойствами. Порошковая металлургия позволяет получать псевдосплавы из таких несплавляющихся металлов, как, например, медь-вольфрам, серебро-вольфрам, композиционные металлы на основе металлов и окислов (серебро-окись кадмия), обладающих высокой электропроводностью и стойкостью к электроэрозионному изнашиванию. Металлокерамические твердые сплавы характеризуются высокой твердостью, теплостойкостью и износостойкостью. Они являются основой для изготовления режущих инструментов, применяемых для обработки материалов высокой прочности и твердости. Твердые сплавы изготовляют на основе карбидов тугоплавких металлов (WC, TiC, TaC) и связующего материала (кобальта). Порошковой металлургией изготавливают алмазно-металлические материалы, характеризуемые высокими режущими свойствами и применяемые в качестве режущих инструментов при изготовлении изделий из полупроводников и пьезоэлектрических монокристаллов. В качестве связки алмазных порошков используют металлические порошки (медные, никелевые и др.) или сплавы. Порошковую металлургию широко применяют для получения материалов и изделий с электромагнитными свойствами (ферриты, магнитодиэлектрики, постоянные магниты из высококоэрцитивных сплавов и т.д.).
В современной технологии композиционных материалов все большее значение занимают волокнистые материалы, представляющие собой композицию из мягкой основы (синтетических смол) и высокопрочных волокон (проволоки из вольфрама, молибдена, волокна оксидов алюминия, бора, карбида кремния, углерода и др.). Материалы, упрочняемые волокнами, характеризуются высокой удельной прочностью, а также могут иметь малую теплопроводность, высокую химическую и термическую стойкость. Вопросами создания волокнистых композиционных материалов занимается отрасль порошковой металлургии – металлургия волокна.
Изготовление изделий методами порошковой металлургии наиболее экономически эффективно при крупносерийном и массовом производстве. Автоматизация всех технологических операций позволяет не только повысить производительность процесса и снизить трудоемкость, но и обеспечить высокое качество изготовляемых изделий.
Основным содержанием технологии порошковой металлургии являются процессы изготовления порошков, процессы формирования изделий и процессы спекания.
Способы изготовления порошков бывают двух видов: механические и физико-химические. Механические способы состоят в измельчении исходного сырья (стружки, кусочков проволоки, осадков, получаемых электролизом, и т.д.) в шаровых или вихревых мельницах. При применении механических способов не происходит изменение химического состава исходного материала.
К физико-химическим способам получения порошков относятся восстановление металла из окислов, электролиз, диссоциация карбонилов и т.д. Физико-механические способы более универсальны, чем механические. Порошки из тугоплавких металлов, а также порошки сплавов и соединений на их основе могут быть получены только физико-химическими способами.
После приготовления порошков их подвергают отжигу для снятия наклепа и восстановления оксидов при температуре Т = (0,5 – 0,6) Тпл (Тпл – температура плавления) в защитной или восстановительной среде. Отжигу подвергают порошки, полученные механическим измельчением, электролизом и разложением карбонилов. Для получения однородности порошков по размеру частиц их подвергают механической сепарации на вибрационных ситах.
В порошки вводят технологические присадки различного назначения: пластификаторы (парафин, стеарин, олеиновую кислоту и др.), облегчающие прессование и получение изделий высокого качества; легкоплавкие присадки, ускоряющие процесс спекания. Подготовленные порошки смешивают в шаровых, барабанных и других смешивающих устройствах.
Формообразование деталей из порошков производят прессованием. Применяют два вида прессования – холодное и горячее.
В зависимости от размеров и сложности формы деталей бывают следующие виды прессования: одностороннее, двухстороннее (рис. 8.1) и гидростатическое (рис. 8.2).
При одностороннем прессовании приготовленную порошковую смесь 3 в определенном количестве засыпают в пресс-форму 2 и прессуют пуансоном 1 под давлением 50 - 100 Мпа. В процессе прессования увеличивается контакт между частицами, происходит пластическое деформирование их, приводящее к механическому сцеплению частиц порошка. Давление распределяется неравномерно по высоте прессуемой заготовки из-за влияния сил трения порошка о стенки пресс-формы, вследствие чего детали получаются с различной плотностью по высоте, а следовательно, и с различными физико-механическими свойствами.
| а) б) | 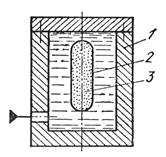 |
| Рис. 8.1 Схема холодного прессования а – одностороннего; б- двухстороннего | Рис. 8.2 Схема гидростатического прессования |
Односторонним прессованием получают заготовки простой формы с отношением высоты к диаметру меньше единицы.
Двухстороннее прессование (рис. 8.1 б) применяют для формообразования заготовок сложной формы. После заполнения формообразующей полости пресс-формы 2 порошковой смесью к верхнему и нижнему пуансону 1 с помощью гидропресса прикладывают давление. В этом случае требуемое давление для получения равномерной плотности материала снижается на 30 - 40 %. В общем случае давление прессования зависит от формы прессуемой заготовки, требуемой плотности, вида прессуемого порошка и других факторов.
В качестве технологического оборудования для прессования в пресс-формах применяют гидравлические прессы, развивающие усилие от 0,25 до 90 МН, механические, кривошипные, эксцентриковые и специальные пресс-автоматы.
Гидростатическое прессование (рис. 8.2) применяют для получения металлокерамических заготовок, к которым не предъявляются высокие требования по точности геометрических размеров. Сущность процесса состоит в том, что порошковую массу 3, заключенную в эластическую оболочку 2, подвергают равномерному и всестороннему давлению в герметичной камере 1. В качестве рабочей жидкости, передающей давление на эластичную форму, применяют масло, воду, глицерин и др.
В последнее время для гидростатического прессования применяют методы, развивающие высокие давления в небольшой промежуток времени: прессование с помощью электрогидравлического эффекта, быстро сгорающих сжатых газовых смесей и др.
При горячем прессовании формообразование совмещают с процессом спекания. Температура горячего прессования составляет Т = (0,6 – 0,8)Тпл (Тпл – температура плавления порошка). Благодаря нагреву уплотнение порошковой массы протекает гораздо интенсивнее, чем при обычном холодном прессовании. Горячим прессованием получают материал, с высокой плотностью и повышенной прочностью. Этот способ применяют для получения деталей из таких плохо прессуемых и плохо спекаемых порошковых композиций, как тугоплавкие металлоподобные соединения (карбиды, бориды, силициды и т.д.).
Спекание – это термическая обработка спрессованных из порошков заготовок, в результате которой происходит формирование структуры и физико-механических свойств материала. В процессе спекания происходят следующие явления: восстановление оксидов, диффузия, рекристаллизация, миграция вакансий, дислокаций и др. Характер протекания этих явлений зависит от температуры и времени спекания, среды, в которой осуществляется спекание, и других факторов. Спекание проводят в три этапа: 1) нагрев до Т = 150 - 200 о С, в результате которого удаляются пластификаторы; 2) нагрев до температуры, равной 0,5 температуры спекания (снятие упругих напряжений и активное сцепление частиц); 3) окончательный нагрев до температуры спекания, выдержка в течение 30 - 90 мин. и охлаждение. Продолжительность этапов и температуры выбирают в зависимости от состава и зернистости порошка.
Спекание проводят в восстановительной атмосфере, способствующей удалению оксидов, или в вакууме.
Механическая обработка металлокерамических деталей применяется в тех случаях, когда прессованием нельзя получить изделия заданных формы и размеров с высокой точностью. Наиболее распространенными видами механической обработки являются точение, сверление и шлифование. Обработку резанием (точение, сверление) выполняют режущими инструментами из твердых сплавов при больших скоростях и малых подачах. Для обработки изделий из материалов высокой твердости применяют электрофизические методы: электроискровой, ультразвуковой, электронно-лучевой.
Защиту деталей от коррозии и создание декоративных покрытий осуществляют электрохимическими способами, оксидированием, фосфатированием и т.д.
2.Изготовление деталей давлением
2.1. Общие сведения
--> ЧИТАТЬ ПОЛНОСТЬЮ <--