Учебное пособие: Теория и технология холодной листовой штамповки
 ,
,
где ![]() – радиус детали.
– радиус детали.
Нас интересует в основном
- усилие процесса,
- геометрические размеры оснастки,
- величина утонения и утолщения заготовки.
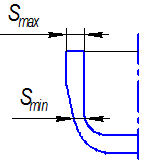
Чтобы определить максимальную величину утонения следует предположить, что наибольшее напряжение и наибольшее утонение находятся в зоне границы радиусной и цилиндрической части. Это объясняется тем, что в этой зоне действуют наибольшие растягивающие напряжения от сопротивления участка фланца заготовки и радиусного участка.
На радиусной части заготовки напряжения уменьшаются за счет активных сил трения на пуансоне и напряжений от изгиба.

В случае, если поверхность радиусной части заготовки сильно отполирована, попала на нее смазка, максимальные напряжения переходят из цилиндрической части в радиусную.
По мере вытяжки это опасное сечение получает наибольшую величину утонения на стадиях, не достигших величины максимального усилия, и затем, переходит на цилиндрическую поверхность. В дальнейшем происходит обрыв дна при меньших значениях величин усилия в случае, если обработка поверхности радиусной части пуансона отлична от полировки. Надо стремится к тому, чтобы смазка в радиусной части не попадала на пуансон. Считают, что схема напряженного состояния – линейная.
Используем уравнение кривой упрочнения степенного вида:
![]() ,
,
где ![]() ,
, ![]() – интенсивности напряжений и деформаций
– интенсивности напряжений и деформаций
![]() ,
, ![]() – константы механических свойств
– константы механических свойств
![]() ,
, ![]() ,
, ![]() .
.
Для линейной схемы напряженного состояния интенсивность напряжений равна ![]()
![]() и
и ![]()
![]()
![]()
![]()
![]()
Из условия постоянства объема ![]() , не учитывая величину упругой деформации
, не учитывая величину упругой деформации ![]() , где
, где ![]() – толщина детали по средней поверхности (
– толщина детали по средней поверхности (![]() ), получаем условие равенства площадей при вытяжке :
), получаем условие равенства площадей при вытяжке : ![]() .
.
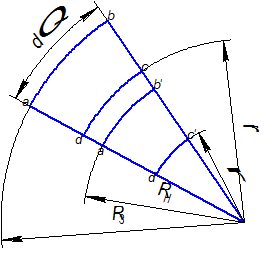
Условие равенства площадей детали и заготовки положено в основу определения деформаций при вытяжке любого элемента.
Для осесимметричной вытяжки этот элемент является кольцевым.
Так как нас интересует усилие процесса вытяжки, предельный коэффициент, то следует определить величины деформаций для фланцевой части.
Схема к определению деформаций во фланце при осесимметричной вытяжке.