Дипломная работа: Повышение надежности и долговечности работы манжетных уплотнений валов автомобилей ВАЗ
3.1 Выявление зависимости между основными параметрами обработки и качеством обработанной поверхности по критерию шероховатости
3.2 Экспериментальные исследования изменения микротвердости в приповерхностном слое обработанной детали
3.3 Испытания инструментов на стойкость при широком выглаживании
4. Разработка математической модели отделочно-упрочняющей обработки, наносящей микрорельеф на поверхность шеек валов.
4.1 Создание математической модели геометрического построения микрорельефа обработанной поверхности
4.1.2 Алгоритм для расчета нескольких оборотов детали
4.1.3 Алгоритм расчета с учетом многоинструментальной обработки
4.2 Внесение в математическую модель изменений, для учета физико-механических параметров обработки
4.3 Визуализация выходных данных математической модели
5. Анализ результатов математического моделирования
5.1 Выявление корреляционной связи между параметрами и показателями обработки
6. Разработка технического задания на приспособление для нанесения микрорельефа в массовом производстве
7. Безопасность и экологичность проекта
7.1 Описание операции и рабочего места
7.2 Описание основных вредных производственных факторов, имеющих место на полировальных операциях
7.3 Вывод по разделу
8. Экономическая эффективность проекта
Список литературы
Введение
После ряда финансовых потрясений, прошедших в Российской Федерации, лимитирующая часть машиностроительного производства была практически парализована. Поступление средств от машиностроительных предприятий в Государственный бюджет сократилась в несколько раз. Вследствие интеграции Российского рынка с мировым, неконкурентоспособная продукция наших заводов была частично вытеснена с внешнего и внутреннего рынков. В результате чего многие предприятия вообще не смогли вписаться в новые экономические условия, и фактически были признаны банкротами.
В то время когда, отечественная наукоемкая промышленность, погруженная в рыночные реформы, фактически прекратили поступательное развитие, лидеры мирового сообщества как минимум дважды обновили свои технологии машиностроительного производства. Они усиленно развивают информационные технологии и технологии управлении производственными процессами. В настоящее время придерживаются идеологии достижения технологического превосходства, которая предполагает использование инновационных технологий, реинжениринга, формирования рынка интеллектуальной собственности.
Главная проблема, которую сформулировал Президент в своем Послании Федеральному собранию (апрель 2001 г.), – это гигантское (в десятки раз) рыночное нашей промышленности от уровня, достигнутого передовыми странами. Это отставание чревато тяжелыми последствиями.
Следует отметить, что в РФ сосредоточены сотни НИИ, способные поддерживать конкурентоспособное производство, но за частую большинство научных разработок так и осталось не реализовано материально. Согласно ранее проведенным реформам предполагалось, что если предприятиям федерального подчинения дать свободу, то они быстро втянуться в рынок, однако на практике этого не произошло. Поэтому нынешнее правительство РФ взяло курс на создание более эффективного организационного обеспечения развития промышленности.
В настоящее время в народном хозяйстве наблюдается некоторая стабилизация и поиск новых организационных форм управления, позволяющих повысить эффективность производства [38]. Поэтому первоочередная задача отечественных предприятий состоит в том, чтобы доказать обществу свою необходимость, показать, что без этих предприятий, дальнейшее развитие общества невозможно, а для этого необходимо разработать теоретическую базу рынка, основанное на достижении технологического превосходства и представить её в такой форме, чтобы она была доступна для восприятия широкой общественностью.
Целью данной научной работы является анализ эффективности интеграции научных исследований, направленных на создания конкурентоспособной продукции, и производства. В частности была затронута проблема обеспечения качества наружных цилиндрических поверхностей нанесением микрорельефа методом поверхностно-пластического деформирования, в процессе решения которой использовались элементы математического моделирования с применением вычислительной техники.
1. Анализ способов повышения надежности и долговечности работы манжетных уплотнений валов автомобилей
1.1 Литературный обзор по манжетным уплотнениям
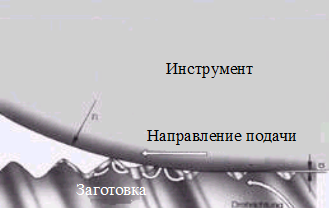
Одним из путей повышения работоспособности манжетных уплотнений, применяемом в мировой практике, является обработка поверхности вала под сальниковые шейки методами поверхностного пластического деформирования (ППД). Отделочно-упрочняющая обработка методами ППД позволяет существенно улучшить эксплуатационные характеристики деталей. Наиболее простыми для практической реализации методами ППД являются алмазное выглаживание и обкатывание. При выглаживании инструмент взаимодействует с обрабатываемой поверхностью в условиях трения скольжения, при обкатывании в условиях трения качения. Несмотря на то, что при обкатывании шариками или роликами имеет место качение с проскальзыванием, а при алмазном выглаживании – скольжение, между ними имеется сходство как в механизме образования микропрофиля и характере деформации поверхностного слоя, так и в соотношении действующих сил и коэффициентов трения. Это сходство позволяет установить некоторые общие закономерности для обоих процессов, на основе чего могут быть установлены рациональные области их применения и оптимальные режимы обработки. Процесс обработки ППД идет без снятия стружки: радиально вытесняются объемы материала с вершин микронеровностей в глубину поверхностного слоя. Материал течет от диапазонов высоких напряжений сжатия (вершины) в зоны более незначительных напряжений и наполняет при этом впадины микронеровностей обрабатываемой поверхности. Этот процесс показан на рисунке 1.15. В результате обработки, на поверхности образуется микрорельеф без заостренных выступов, и процесс приработки пары манжета-вал протекает значительно быстрей.
|  |
| Рис. 1.15. Схема формирования обработанной поверхности при ППД | |
Процесс алмазного выглаживания кинематически аналогичен точению, только вместо резца применяется алмазный выглаживатель, который, пластически деформируя поверхностный слой, выравнивает и упрочняет его. Классическое устройство для выглаживания (см. рис. 1.16.) содержит корпус 4 из конструкционной стали, в который вставлены два поршня 2 и 5 с уплотнительными кольцами 3. Поршень 2 связан непосредственно с инструментом 1, рабочая поверхность которого изготовлена из алмаза. Положение поршня 5 фиксируется рукояткой 6. Фиксатор 8 ограничивает ход поршня 2. Манометр 7 контролирует давление рабочей среды.