Дипломная работа: Разработка автоматизированного участка изготовления детали "Фланец"
- свариваемость Н (низкая);
- прокаливаемость 8-15 (М) - закалка в масле;
- обрабатываемость давлением У (удовлетворительная);
- температурный интервал деформации 1200-800о С
4 Выбор вида заготовки и ее конструкция
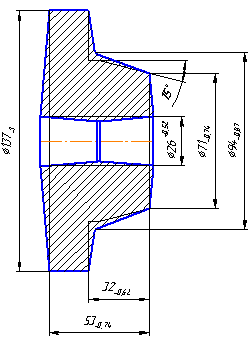
1. Определяем массу заготовки:
Q1 = Vγ =  = 1012 гр. = 1,012 кг. – для ø71 и ø85,5 мм.
= 1012 гр. = 1,012 кг. – для ø71 и ø85,5 мм.
Q2 = Vγ =  = 223 гр. = 0,223 кг. – для
= 223 гр. = 0,223 кг. – для
ø85,5 мм.
Q3 = Vγ =  =2413 гр. = 2,413 кг. – для
=2413 гр. = 2,413 кг. – для
ø137 мм.
Q4 = Vγ =  = 219 гр. = 0,219 кг. – для ø26мм.
= 219 гр. = 0,219 кг. – для ø26мм.
МЗаг. = Q1 + Q2 + Q3 – Q4 = 1,012 + 0,223 + 2,413 – 0,219 = 3,430 кг.
где V – объем металла
γ – плотность металла
π – постоянная
2. Масса детали
МДет = 2,400 кг.
3. Расчет коэффициента использования металла:
КИМ = 
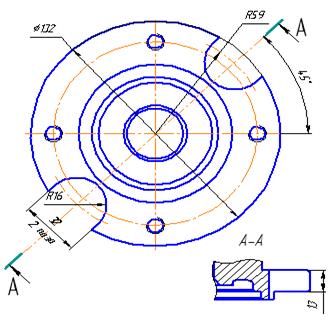
5 Разработка технологического процесса изготовления детали и выбор технологических баз
005 Заготовительная
Отштамповать заготовку
010 Токарная
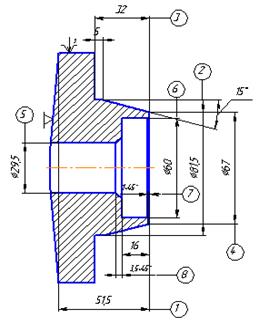
1. Точить торец 1, выдерживая размер 51,5 мм.
2. Точить поверхность 2, выдерживая размер 32 мм.
3. Точить торец 3.
4. Точить конус 15˚, выдерживая ø67 мм.
5. Расточить поверхность 5.
6. Расточить поверхность 6, выдерживая размер 16 мм.
7. Точить фаски 7 и 8: 1х45˚ и 3,5х45˚.
015 Токарная
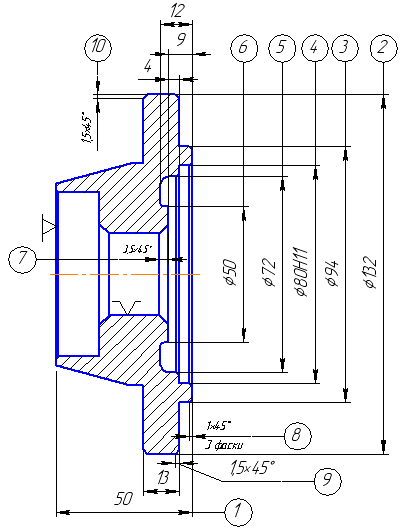
1. Точить торец 1, выдерживая размер 50 мм.
2. Точить поверхность 2.
3. Точить поверхность 3, выдерживая размер 13 мм с подрезкой торца выдерживая размер 5 мм.
4. Расточить поверхность 4, выдерживая размер 5 мм.
5. Расточить поверхность 5 и 6, выдерживая размеры согласно чертежу.
6. Точить фаску 3,5х45˚ и 3 фаски 1х45˚ .
7. Точить 2 фаски 1,5х45˚ .
020 Сверлильная
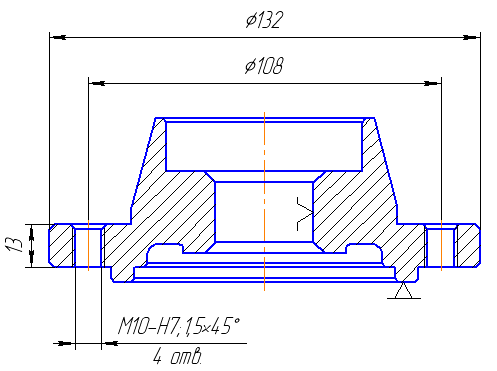
1. Сверлить 4 отверстия под М10-Н7.
2. Зенковать 4 фаски 1,5х45 .
3. Нарезать 4 резьбы М10-Н7.
025 Фрезерная
1. Сверлить 4 отверстия под М10-Н7.
2. Зенковать 4 фаски 1,5х45 .
3. Нарезать 4 резьбы М10-Н7.
030 Протяжная
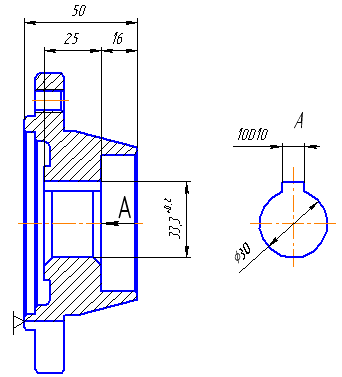
Протянуть шпоночный паз 10D10 х 33,3![]()