Дипломная работа: Слиток с жидкой сердцевиной
Две тележки с опытными слитками:
- слиток №1 – первый по разливке;
- слиток №2 – последний по разливке.
Ситуация по разливке металла в изложницы на тележках №999 и 980 была следующей:
- начало разливки – 9 часов 35 минут;
- конец разливки – 9 часов 50 минут;
- отправка из цеха слитков на тележках №980, 999 – 10 часов 00 минут, т.е. у разливочной площадки составила 10 минут.
Разливка металла на тележки №1435 и 574, а также вывоз из цеха, стрипперование и посад в нагревательные колодцы производилась по обычной технологии. Отстой тележек №1435 и №1574 у разливочной площадки составил 30 минут. Слитки №13, 17, 18 раздевались с обработкой штемпелем, остальные изложницы сняты без обработки штемпелем.
В целом, по опытным и сравнительным слиткам основные технологические характеристики были неизменными:
- наполнение металлом данной части слитков 3-5 секунд;
- искрение слитков – 10-15 секунд;
- поверхность слитков – ровная, слегка выпуклая;
- общий вес плавки – 307,7 тонн;
- количество слитков – 24 шт.
Нагрев слитков с жидкой сердцевиной (тележки №999, 980) производился в нагревательном колодце №34. Температура колодца перед посадом была 1060 °С, слитки посажены в очередность, соответствующей очередности разливки, при этом температура колодца в конце посада составила 920°С, а температура слитков – 1000 °С.
Температура поверхности слитков оценивалась по данным табл. 2.3.3.
Таблица 2.3.3 – Определение температуры поверхности 12,5 тонных слитков мартеновского цеха
| Кипящий металл | |
| Время охлаждения плавок, час, мин | Температура поверхности слитков, о С |
| 1 | 2 |
| 0-25 | 1100 |
| 0-30 | 1080 |
| 0-35 | 1060 |
| 0-40 | 1040 |
| 0-45 | 1020 |
| 0-50 | 1000 |
| 1-00 | 975 |
| 1-10 | 950 |
| 1-15 | 940 |
| 1-20 | 930 |
| 1-25 | 920 |
| 1-30 | 910 |
| 1-35 | 900 |
| 1-40 | 890 |
| 1-45 | 880 |
| 1-50 | 870 |
| 1-55 | 860 |
| 2-05 | 850 |
| 2-15 | 840 |
| 2-20 | 830 |
| 2-25 | 820 |
| 2-30 | 810 |
| 2-40 | 800 |
| 2-45 | 790 |
| 2-55 | 780 |
| 3-00 | 770 |
| 3-05 | 760 |
| 3-10 | 750 |
| 3-25 | 730 |
| 3-40 | 710 |
| 4-00 | 680 |
| 4-30 | 650 |
| 5-00 | 620 |
| 5-40 | 580 |
| 6-20 | 540 |
| 7-10 | 500 |
| 8-15 | 450 |
| 9-15 | 400 |
| 10-25 | 350 |
| 11-30 | 300 |
При этом, необходимо отметить, что температура поверхности слитков не может служить точным критерием, определяющим в последующем режиме нагрева в колодцах. В целом же, наиболее объективно оценить тепловое состояние слитков (а соответственно и режим нагрева) возможно лишь по времени нахождения слитков в изложницах. После закрытия крышки колодца температура в ячейке через 20 минут повысилась до 1050°С. Коксодоменный газ при этом, в колодец на отопление не подавался. Через 1 час после закрытия крышки температура колодца составила 1120 °С. Через 2 часа 25 минут после закрытия крышки и 3 часа 15 минут от конца разливки начали подачу коксодоменного газа на отопление. Еще через 45 минут ячейка вышла на температуру томления 1280-1290 °С. В режиме томления металл находился в течение 1 часа 20 минут.
В обобщенном виде изменение расчетной температуры поверхности 12,5 тонных слитков от разливки до выдачи в прокат приведена на рис. 2.3.1, а изменение температуры нагревательного колодца – на рис. 2.3.2.
При прокатке всех слитков, как во время захватов слитков, так и при обжатии слитка,наблюдались пониженные нагрузки (8/9 кА вместо 9/10 кА по обычной технологии, визуально трещинообразование практически отсутствовало. В целом нагрузки на НЗС также были на 3/5 % ниже, чем при прокатке обычных слитков, и составляли 0,9/1,1 кА, вместо 1,1/1,3 кА.
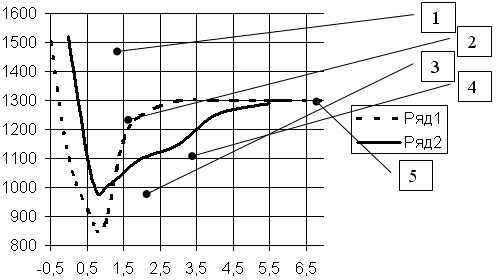
Рис. 2.3.1 – Диаграмма изменения расчетной температуры поверхности 12,5т слитков от разливки до выдачи в прокат продолжительность транспортировки и нагрева слитков
----- – регламентированный график
![]() – с жидкой сердцевиной
– с жидкой сердцевиной
1 – конец разливки; 2 – раздевание слитка; 3 – посад в нагревательный колодец; 4 – подача топлива; 5 – выдача в прокат
Это свидетельствует о целесообразности посада слитков с жидкой сердцевиной, так как это позволяет в наиболее рациональной форме проводить томление слитка в 2-х режимах с направленностью тепловых потоков изнутри слитка к поверхности, и за счет отопления колодца, от поверхности к центру.
Прокатки слитков с жидкой сердцевиной производилась донной частью вперед по схеме 2´4´4´2´1, что предусмотрено действующей технологической инструкцией режимов обжатий.
От половины прокатанных слитков с жидкой сердцевиной, нагретых в одном нагревательном колодце, на 1250 тонных ножницах отбиралась минимально возможная обрезь, а от второй половины качества слитков отбиралась обрезь согласно установленных норм (см. табл. 2.3.4).
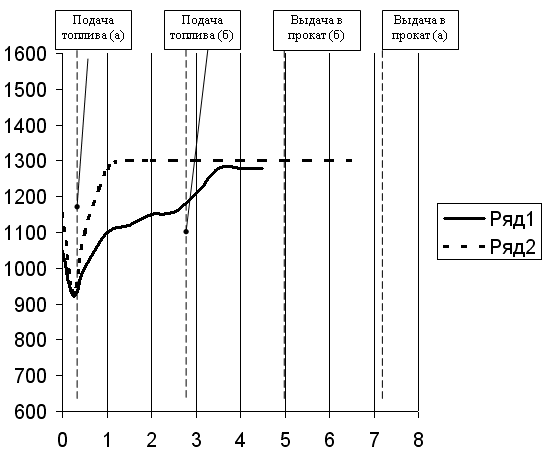
Рис. 2.3.2 – Диаграмма изменения температуры нагревательного колодца