Дипломная работа: Слиток с жидкой сердцевиной
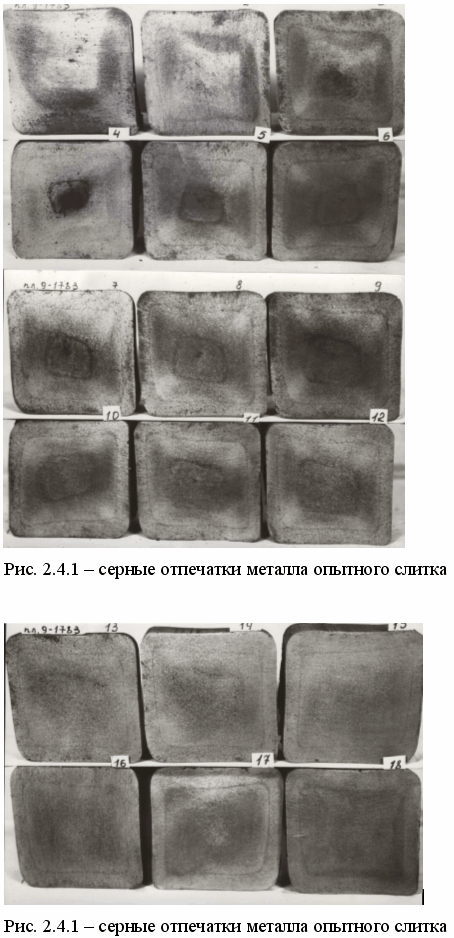
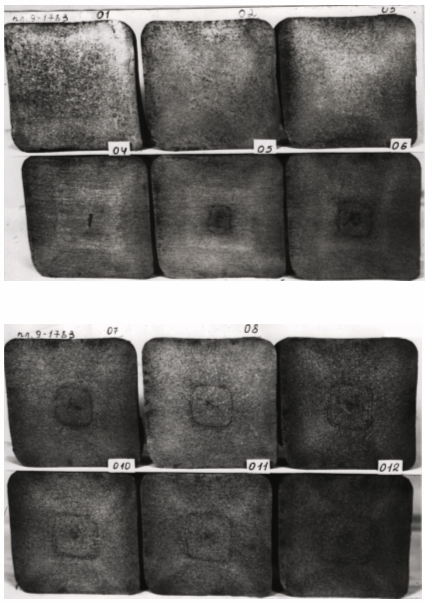
Рис. 2.4.2 – серные отпечатки металла сравнительного слитка
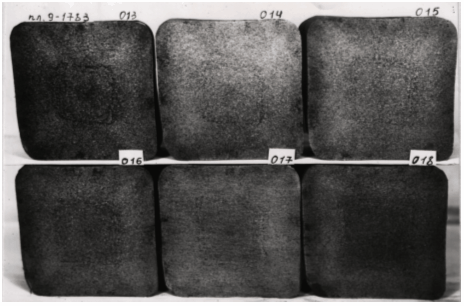
Рис. 2.4.2 – серные отпечатки металла сравнительного слитка
В табл. 2.4.3 (результаты проведены послиточно) показано, что головная обрезь на слитках с жидкой сердцевиной при уточнении технологических параметров может быть уменьшена с 5% до 2,5-3%, в связи с чем были отобраны макротемплеты по высоте слитков опытных и сравнительных (рис. 2.4.1, 2.4.2) из рассмотрения результатов наблюдений следует, что по обычной технологии на темплетах от заготовок:
№1 – ярко выраженный выход ликвационной зоны на поверхность заготовки;
№2 – ярко выраженная не сварившаяся усадка, брак;
№3 – браковочный признак подусадочной рыхлости, дающий в арматуре или катанке расслой.
Остальные заготовки по высоте слитка годные. На опытных слитках на темплетах заготовки №1 видны следы подусадочной рыхлости, остальные заготовки годные.
Норма обоези согласно технологической инструкции:
- с головной частью слитка – 0,85 м или 5,0%;
- с донной частью слитка – 0,50 м или 3,0%.
Для оценки ликвации химических элементов по высоте слитка и по сечению были проконтролированы содержание С, Mn, Si, S, P в точках (рис. 2.4.3).
Таблица 2.4.3 – Результаты отбора обрези на 1250т ножницах Блуминга №2 на плавки № 9-1783 ст. 3ТРПС.
|
№ п/п по ходу прокатки |
№ п/п по разливке | Замечания по стрипперованию | Сечение блюмсо-вого раската | Обрезь отбираемая на 1250т ножницах | ||||||
| Донная часть | Головная часть | |||||||||
| м | % | Причина | м | % | Причи-на | |||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | |
| С сокращенной обрезью | 1 | 6 | --- |
322´328 мм | 0,3 | 1,9 | 0,2 | 1,3 | ||
| 2 | 4 | --- | 0,3 | 2,2 | 0,4 | 2,5 | ||||
| 3 | 1 | Рассеив. струя | 0,4 | 2,7 | 0,35 | 2,3 | ||||
| 4 | 3 | --- | 0,4 | 2,7 | 0,4 | 2,7 | ||||
| 5 | 2 | дав. штем | 0,6 | 3,9 | Накат | 0,3 | 1,5 | |||
| 6 | 7 | дав. штем | 0,5 | 3,2 | 0,65 | 4,4 | рыхл | |||
| Норма | 7 | 5 | дав. штем | 0,45 | 3,0 | 0,75 | 5,0 | |||
| 8 | 8 | дав. штем | 0,5 | 3,2 | 0,80 | 5,2 | ||||
| 9 | 9 | дав. штем | 0,75 | 5,0 | Накат | 0,75 | 5,0 | |||
| 10 | 10 | дав. штем | 0,55 | 3,5 | 0,75 | 4,8 | ||||
| 11 | 11 | дав. штем | 0,75 | 4,9 | Накат | 0,75 | 4,9 | |||
| 12 | 12 | 0,75 | 5,0 | Накат | 0,65 | 4,4 | ||||
Химический состав в каждой из точек контролировали спектральным методом и приведен в таблицах № 2.4.6, 2.4.7, а также на рис. 2.4.4.
Из таблиц 2.4.6 и 2.4.7, а также рис. 2.4.4 видно, что характер ликвационных явлений не изменился. Весь металл опытный и сравнительный был прокатан на мелкосортном стане 250-4 на арматурные профили №12 по стандарту ДСТУ 3760-98 на класс прочности А500С.
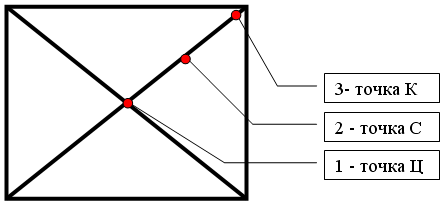
Рис. 2.4.3 – Содержание химических элементов в слитке
1 – по центру заготовки, точка Ц; 2 – на S диагонали, точка С; 3 – в краевой зоне заготовки, точка К.
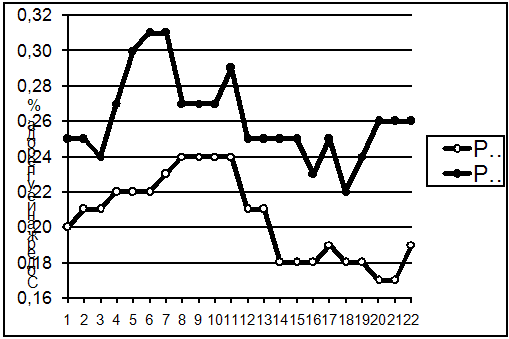
Рис. 2.4.4 – химсостав металла (опытный и сравнительный слиток)
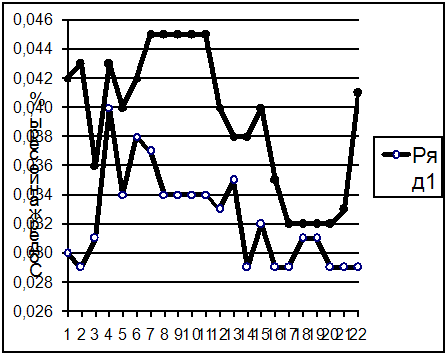
Рис. 2.4.4 – химсостав металла (опытный и сравнительный слиток)
![]() – опытный слиток
– опытный слиток