Контрольная работа: Нетрадиційні методи обробки металів
ЗМІСТ
1. Електроерозійний метод обробки
2. Електрохімічний метод обробки
3. Лазерна (світлопроменева) обробка
Висновок
Література
1. Електроерозійний метод обробки
Електроерозійні методи полягають у руйнуванні електропровідних матеріалів — електродів — під час пропускання між ними імпульсів електричного струму. Коли різниця потенціалів між електродами (заготовкою та інструментом) набуває певного значення, газове або рідинне середовище між ними іонізується й утворюється канал провідності, по якому проходить електричний струм у вигляді імпульсного іскрового або дугового розряду. Завдяки високій густині струму температура на локалізованій поверхні заготовки сягає 10 000 °С і більше. При такій температурі миттєво розплавляється і навіть випаровується елементарний об'єм металу, який викидається в діелектричну рідину і там застигає у вигляді гранул. На місці відокремленого металу з'являється заглибина. Подальші електричні імпульси іонізують міжелектродне середовище там, де відстань між електродами найменша. Якщо електроди не рухати, то зазор між ними поступово зростає і настає момент, коли електричні розряди припиняються. Щоб продовжити обробку, необхідно зблизити електроди до пробивної відстані (0,01...0,05 мм). Внаслідок неперервного заглиблення інструмента оброблена поверхня заготовки набуває його профілю. Частота імпульсів електричного струму під час електроерозійної обробки змінюється від 100 до 2 000 000 Гц.
Серйозною проблемою електроерозійної обробки є руйнування інструмента, внаслідок чого знижується точність й погіршується якість обробленої поверхні. Ерозійна стійкість інструмента зумовлена значною мірою параметрами імпульсу струму та матеріалу інструмента у такій послідовності в напрямі збільшення стійкості: сплави алюмінію —> сірий чавун —» латунь —> мідь —> вольфрам —> графітизована суміш.
Різновидами електроерозійної обробки є електроіскрова, електроімпульсна, електроконтактна та ін.
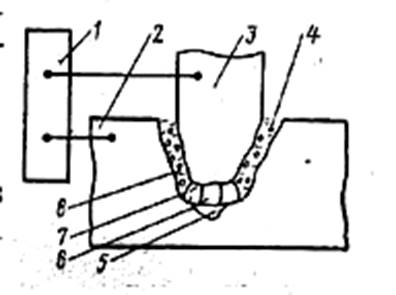
Рис.1. Схема електроерозійної обробки
1 - генератор імпульсів; 2 - заготовка; 3 – електрод-інструмент; 4 - зона плавлення металу; 5 - електроерозійна лунка; 6 – плазмовий розрядний канал; 7 – газовий пузир; 8 – робоча рідина.
Основні різновиди електроерозійної обробки: електроіскрова електроімпульсна і високочастотна електроіскрова.
Інтенсивність процесу ерозії визначається в основному тепло фізичними параметрами матеріалів електродів (температурою, теплотою плавлення і випару, теплоємністю і теплопровідністю), електричними параметрами імпульсів струму (енергією, тривалістю, амплітудою, частотою проходження) і властивостями міжелектродного середовища (електропровідністю, плинністю, насиченістю газами і парами, в'язкістю).
Процес ерозії значно інтенсифікується в рідкому середовищі і має, як правило, яскраво відображений полярний ефект, внаслідок якого один електрод (інструмент) зношується менше іншого (деталі). Метал, що викидається з ерозійної лунки, застигає в рідкому середовищі у виді дрібнодисперсних гранул.
Електроерозійні методи обробки засновані на законах ерозії (руйнування) електродів зі струмопровідних матеріалів при пропущенні між ними імпульсного або постійного електричного струму.
До цих методів відносять: електроіскрову, електроімпульсну, високочастотну і електроконтактну обробку.
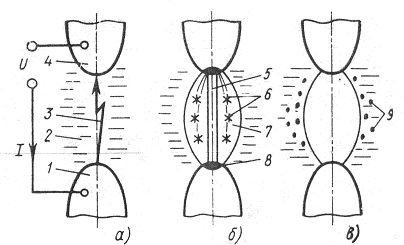
Рис. 2. Схема фізичних процесів у міжелектродному проміжку при електроерозійній обробці
По досягненні імпульсною напругою визначеного значення між електродом-інструментом (4) і електродом-деталлю (1) у діелектричній рідини (2) відбувається електричний пробій. При цьому від електрода, що у даний момент є катодом, відокремлюється стример (3) і направляється до анода, іонізуючи на своєму шляху рідина. У результаті цієї фази (її тривалість 10-9 -10-7 с) утвориться канал наскрізної провідності й опір міжелектродного проміжку знижується від декількох МОМ до часток Ом (а).
Через канал провідності виді імпульсу виділяється електрична енергія, накопичена в джерелі харчування (б). при цьому відбувається електричний розряд (5), тривалість якого складає 10-6-10-4 з, для якого характерно падаюча вольт-амперна характеристика. Розряд проходить іскрову і дугову стадію. Завдяки високій концентрації енергії в зоні розряду і приелектродних областях розвиваються високі температури. Під їхнім впливом утвориться паро-газова порожнина (7). У приелектродних областях (8) відбувається плавлення і випар мікропорцій металу на поверхні електрода. У результаті тиску краплі, що розвивається, рідкого металу (6) викидаються з зони розряду і застигають у навколишні електроди рідкому середовищу у виді дрібних сферичних часток (9) (в).
Після пробою електрична міцність міжелектродного проміжку відновлюється. Наступний розряд виникає в іншому місці між другими нерівностями поверхонь електродів. При цьому електрод-інструмент одержує можливість впроваджуватися в оброблювану деталь.
По технологічних ознаках ДСТ 25331-82 установлює види, ЕЕО:
- відрізка;
- об'ємне копіювання;
- вирізання;
- прошивання;
- шліфування;
- доведення;
--> ЧИТАТЬ ПОЛНОСТЬЮ <--