Контрольная работа: Нетрадиційні методи обробки металів
До електрохімічних методів обробки матеріалів відносять методи виготовлення форми, розмірів, шорсткості і властивостей оброблюваних поверхонь заготівель, що відбуваються під дією електричного струму і його розрядів, електромагнітного поля, електронного або оптичного випромінювання, плазменного струменя, а також високо-енергетичних імпульсів і магнітострикційного ефекту.
Відмінною рисою цих методів є використання електричної енергії безпосередньо для технологічних цілей без проміжного перетворення її в інші види енергії. Причому використання, електричної енергії здійснюється безпосередньо в робочій зоні через хімічні, теплові і механічні впливи.
До цих методів відносять також і різні сполучення (сполучення) в одному процесі декількох із зазначених способів впливу між собою або з традиційними методами обробки різанням або тиском. Такі методи називають комбінованими.
Більшість процесів електрохімічної обробки супроводжується видаленням з оброблюваної поверхні заготівель припусків. Такі процеси й операції відносять до розмірної обробки (розмірне формоутворення).
Деякі процеси здійснюються без зняття припуску з оброблювальних поверхонь - них відносять до безрозмірного (оздоблювальної) обробці.
Основні, технологічні особливості і достоїнства ЕХМО в порівнянні з традиційними технологіями, заснованими переважно на силовому контактному впливі інструмента на заготівлю наступне:
1. Можливість обробки широкого кола матеріалів з різноманітними механічними, електричними, оптичними й іншими властивостями. Щонайменше для кожного матеріалу можна підібрати найбільше ефективний процес.
2. Незначний механічний вплив на заготівлю завдяки тому, що або узагалі відсутній інструмент, або процес нескінченний.
3. Одержання складних конфігурацій, широкі межі можливих розмірів оброблюваної поверхні від об'єктів так називаної нанотехнології до великогабаритних деталей.
4. Незначна технологічна спадковість процесів, тобто можливість проведення обробки в режимах, що не створюють сіткового впливу на властивості речовини деталі.
5. Можливість інтенсифікації багатьох технологічних процесів механічної обробки (різанням і тиском), нанесення покрить, сварки, пайки й ін. виконуваних традиційними методами з великою трудоємкістю і низькою якістю обробки.
6. Можливість механізації й автоматизації основних технологічних і допоміжних переходів аж до застосування робототехнічних засобів і комплексної автоматизації операцій і процесів.
7. Можливість скорочення витрати гостродефіцитних і інших інструментальних сталей і сплавів, а також втрат оброблюваних матів-ріалів.
Однак методи електрохімічної обробки мають недоліки й обмеження, що обумовлені їх фізичною сутністю і специфікой:
1. Підвищена енергоємність процесів при рівнозначних з механічною обробкою продуктивності і якісних показників.
2. Відносна громіздкість застосовуваного технологічного облднання й оснащення, а також необхідність застосування в багатьох випадках спеціальних джерел харчування електричним струмом, пристроїв для подачі, збору, збереження й очищення робочої рідини.
3. Необхідність розміщення технологічного устаткування у від-ділових приміщеннях, зв'язана з обліком підвищеної пожежної небезпеки і виконанням специфічних вимог безпеки праці.
Ці методи застосовуються:
1. Для обробки матеріалів, що мають погану оброблюваність лезовм і абразивним інструментами (високолеговані сталі, тверді сплави, ферити, кераміка, напівпровідникові матеріали, рубін, кварц і ін.);
2. Обробки мініатюрних нежорстких деталей;
3. Обробки деталей складної форми з пазами й отворами мікронних розмірів (вивідні рамки корпусів мікросхем, маски фотошаблонів, трафарети і т.п.);
4. Виготовлення гладких отворів і пазів.
Підготовка деталей до обробки ЕХМО полягає в знежирюванні, промиванню, травленні, повторному промиванні і сушінні. Невеликі деталі з плоскопараллельными поверхнями перед ультразвуковою, електронно-променевою і світловою обробками приклеюють до скляної підкладки і кріплять з її допомогою до столу.
Електрохімічні методи обробки ґрунтуються на анодному розчиненні заготовки в електроліті під дією постійного електричного струму. Іони металу заготовки та іони електроліту вступають в електрохімічну реакцію, утворюючи на поверхні заготовки — аноді — хімічні сполуки (оксиди, гідроксиди та ін.) у вигляді плівки, яка відтак переходить у розчин або усувається механічно. Продуктивність обробки залежить від властивостей матеріалу заготовки та електроліту, його температури, густини електричного струму тощо. Склад електроліту й режим обробки добирають так, щоб руйнування плівки відбувалось, в першу чергу, на поверхневих мікровиступах.
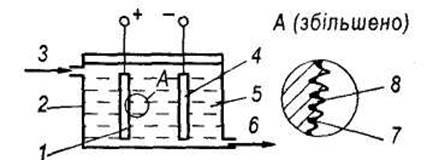
Рис. Схема електрохімічного полірування:
1 — заготовка; 2 — ванна; 3 — рух рідини від насоса; 4 — електрод; 5 — електроліт; 6 — рух рідини до насоса; 7 — продукт анодного розчинення; 8 — мікровиступ
Найпоширенішими методами електрохімічної обробки є електрохімічне полірування й електрохімічна розмірна обробка.
Анодно-механічна обробка металів побудована на сполученні електроерозійного й електрохімічного процесів. Її сутність полягає в наступному. Через оброблювану заготівлю (анод) і обертовий інструмент (катод) пропускається постійний електричний струм. Анод і катод знаходяться в середовищі електроліту. Електричний струм, проходячи через електроліт, розкладає його і розчиняє поверхня заготівлі (анода). На поверхні заготівлі постійно утвориться не провідний струм плівка. Обертовий інструмент (катод) механічно зриває цю плівку. При крапковому зриві плівки і частковому перебуванні її на вершинах мікронерівностей у місцях контакту інструмента проходить струм великої щільності, під дією якого мікронерівності оплавляються. Оплавляємі частки металу видаляють обертовим інструментом.