Контрольная работа: Нетрадиційні методи обробки металів
Якщо в судину зі струмопровідною рідиною увести тверді провідні пластинки (електроди) і подати на них напруга, виникає електричний струм. Такі струмопровідні рідини називаються провідниками другого роду або електролітами. До їхнього числа відносяться розчини солей, кислот або лугів у воді (або в інших рідинах), а також розплави солей.
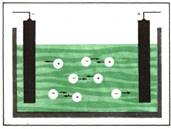
Схема електролізу.
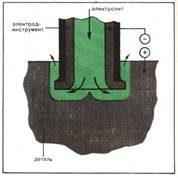
Схема електрохімічної обробки отворів складних конфігурацій у деталях
Носіями струму в електролітах служать позитивні і негативні частки - іони, на які розщеплюються в розчині молекули розчиненої речовини. При цьому позитивно заряджені іони рухаються до негативного електрода - катодові, негативні - до позитивного електрода - анодові. У залежності від хімічної природи електроліту й електродів ці іони або виділяються на електродах, або вступають у реакцію з електродами або розчинником. Продукти реакцій або виділяються на електродах, або переходять у розчин. Це явище одержало назву електролізу.
Електроліз широко застосовується в промисловості для виготовлення металевих зліпків з рельєфних моделей, для нанесення захисних і декоративних покрить на металеві вироби, для одержання з розплавлених руд металів, для очищення металів, для одержання важкої води, у виробництві хлору й ін.
3. Лазерна (світлопроменева) обробка
Області застосування лазерів і лазерної техніки ще більш численна, чим розмаїтість їхніх конструкцій. Усього нараховується кілька сотень областей використання лазерів на практиці. Найбільш масовою областю використання лазерної техніки є в даний час лазерна обробка матеріалів, в основі якої лежить у більшості випадків тепловий вплив лазерного випромінювання.
Створення в 70-х рр. газових лазерів безперервної дії підвищеної потужності (понад 1 кВт) відкрило нові перспективи в застосуванні лазерної техніки. З їхньою появою область використання лазерного променя для обробки матеріалів розширилася від мікроелектроніки і приладобудування до багатьох енерго- і матеріалоємких галузей промисловості, таких як машинобудування, електротехнічна промисловість, металургія і т.д. Цьому сприяли унікальні властивості лазерного випромінювання як інструмента при обробці матеріалів. Високі щільності потужності лазерного випромінювання, істотно переважаючі інші джерела енергії (до 108 -109 Вт/см2 у безперервному режимі і до 1016 -1017 Вт/см2 в імпульсному режимі), дозволяють не тільки значно збільшити продуктивність обробки, але й одержувати якісно нові результати по властивостях оброблюваних матеріалів. У цьому зв'язку лазерний промінь як джерело нагрівання при термічній обробці матеріалів має як загальні особливості, властиві всім іншим висококонцентрованим джерелам, так і свої специфічні переваги, серед яких можна виділити дві великі групи.
1. Висока концентрація підводимої енергії і локальність. Це дозволяє зробити обробку тільки локальної ділянки матеріалу без нагрівання іншого обсягу і порушення його структури і властивостей, що приводить до мінімального коробленню деталей. У результаті досягаються економічні і технологічні переваги. Крім того, висока концентрація підводимої енергії дозволяє провести нагрівання й охолодження оброблюваного обсягу матеріалу з великими швидкостями при дуже малому часі впливу. У результаті відкривається можливість одержання унікальної структури і властивостей обробленої поверхні.
2. Висока технологічність лазерного променя, що має на увазі можливість регулювання параметрів обробки в дуже широкому інтервалі режимів, легкість автоматизації процесу, можливість обробки на повітрі, виключення механічного впливу на оброблюваний матеріал, відсутність шкідливих відходів, можливість транспортування випромінювання й ін.
Лазерна (світлопроменева) обробка ґрунтується на миттєвому локальному нагріванні поверхні оброблюваної заготовки світловим променем високої енергії до температури 6 000... 8 000 °С, внаслідок чого нагрітий метал розплавляється й випаровується, утворюючи потужний струмінь пари, який викидається у вигляді факела, а на його місці залишається заглибина або порожнина. Джерелом такого випромінювання є оптичний квантовий генератор, що називається лазером.
Найпоширенішими є газові, твердотілі й напівпровідникові лазери.
Твердотілий лазер складається з робочої речовини, системи збудження, фокусування й охолодження. Твердотілі лазери працюють переважно в імпульсному режимі. їх робочою речовиною є тверді прозорі тіла, виготовлені з ітрієво-алюмінієвого гранату, синтетичного рубіну, неодимового скла та ін. В матриці робочої речовини рівномірно розподілені оптично активні атоми хрому, неодиму тощо.
Для збудження оптично активних атомів потрібна зовнішня енергія. Зі збуджених рівнів атоми переходять на нормальний рівень самовільно в непередбачуваний момент часу або вимушено в прогнозований момент часу під дією спеціального чинника, наприклад, світлового променя. Вимушений перехід атомів на нормальний рівень супроводжується випромінюванням когерентного світла.
Для лавиноподібного генерування когерентного світла необхідно, щоб кількість збуджених атомів перевищувала їхню кількість на нормальному рівні і щоб частина генерованого світла залишалась всередині тіла робочої речовини й стимулювала подальше вимушене випромінювання рештою оптично активних атомів. Цього досягають за допомогою двох паралельних дзеркал, одне з яких непрозоре й відбиває всі світлові промені тіла робочої речовини, а друге — напівпрозоре — теж їх відбиває, але частково пропускає назовні. Таке багаторазове проходження світлового променя крізь робочу речовину зумовлює переважно вимушене потужне випромінювання, що йде від оптично активних атомів.
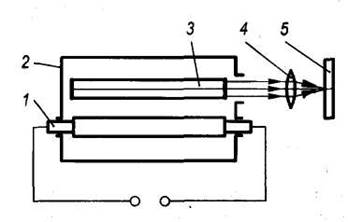
Рис. 3. Схема обробки твердотілим лазером:
1 — імпульсна ксенонова лампа; 2 — корпус; 3 — рубіновий стрижень; 4 — лінза; 5 — заготовка
Для збудження активних атомів у твердотілому лазері використовують потужні світлові імпульсні лампи, наповнені ксеноном або криптоном.
Сфокусувати генеровані лазером промені у світлову пляму невеликого розміру й отримати значну густину світлової енергії можна, використавши систему оптичних лінз.
Значна частина енергії від імпульсної лампи перетворюється в теплоту, що нагріває робочу речовину. Щоб не допустити перегріву, застосовують охолодження повітрям, водою або рідким азотом. Охолодне середовище пропускають через скляну трубку, всередині якої перебуває робоча речовина.
У 1960 р. був розроблений перший лазер, робочою речовиною якого служив синтетичний рубін — штучно вирощений кристал із А12 О3 . В його об'ємі рівномірно розподілені 0,05 % атомів Хрому, як оптично активного елемента, здатного генерувати когерентне випромінювання довжиною хвилі X= 0,63 мкм.
На рис. 3 зображена конструктивна схема твердотілого рубінового лазера. Корпус 2 лазера має еліпсоподібний переріз, а на його внутрішню поверхню нанесене дзеркальне покриття. Всередині корпуса встановлені рубіновий стрижень 3 і ксенонова імпульсна лампа 1. Торці стрижня відполіровані, вони строго паралельні й перпендикулярні до його осі. На лівий торець нанесений непрозорий шар срібла, а на правий — напівпрозорий шар. Імпульсна лампа живиться конденсаторними батареями. Потужне світло лампи відбивається стінками корпуса й фокусується на рубіновому стрижні, внаслідок чого активні атоми Хрому переходять у збуджений стан і далі відбувається генерування лазерного випромінювання за схемою, описаною вище. Випущені лазером світлові промені потрапляють у систему лінз 4, а звідти — на заготовку 5.
Лазерними променями обробляють матеріали будь-якої твердості, в тому числі й алмази, прошиваючи отвори, вирізуючи заготовки часто складного профілю з листового матеріалу, обробляючи мікровпадини в деталях мікроелектроніки, усуваючи дисбаланс в обертальних деталях, безконтактно й дуже швидко наносячи клейма на вироби, виконуючи рисунки, гравіювальні роботи тощо.
Лазерним променем обробляють отвори, починаючи від діаметра в декілька мікрометрів у матеріалах з різними властивостями: каменях для годинників і приладів, в алмазах і твердих сплавах для фільєр, у металевих листах для сит тощо.
Форма і шорсткість поверхні отворів залежить від параметрів режиму обробки — густини енергії, кількості імпульсів, частоти й тривалості імпульсів.
Від густини енергії залежить температура матеріалу в зоні обробки. Зі збільшенням кількості імпульсів отвір поглиблюється, а з ростом тривалості імпульсу — набуває конічної форми. Надто тривалі імпульси спричинюють лише розплавлення металу без утворення отвору.
Якщо лазерним променем обробляти матеріал в рідині, то із зони обробки виносяться застиглі дрібні частинки матеріалу. Замість рідини можна використовувати стиснуте повітря, яким видувають з отвору частинки розплавленого металу.