Контрольная работа: Нетрадиційні методи обробки металів
- електроерозійне зміцнення.
Електроерозійна обробка може здійснюватися профільним або непрофільованим електродом-інструментом (ЕІ). У першому випадку його розміри і форма робочих поверхонь визначаються у відповідності з заданою повторюваністю деталлю, що виготовляється. В другому електрод-інструмент має найпростішу конструкцію (дріт, диск або стрижень), а його розміри лише частково зв'язані з розмірами електрода-деталі.
Методи електроерозійної обробки.
При електроіскровій обробці використовують імпульсні іскрові розряди між електродами, один із яких оброблювана заготівля (анод), а іншої - інструмент (катод).
Напруга джерела електричної енергії 100-200 В. Тривалість імпульсу складає 20 - 200 мкс.
У залежності від кількості енергії, що витрачається в імпульсі, режим обробки поділяють на твердої або середній - для попередньої обробки і м'який або особливо м'який - для оздоблювальної обробки. М'який режим обробки дозволяє одержувати розміри з точністю до 0,002 мм при шаршавості поверхні 0,63-0,16 мкм.
Продуктивність обробки складає від 7,5 до 1900 мм3 /хв.
Електроіскровим методом обробляють практично всі токопроводячі матеріали, але ефект ерозії при тих самих параметрах електричних імпульсів різний. Залежність інтенсивності ерозії від властивостей металу називають електроерозійною оброблюваністю. За одиницю прийнята електроерозійна оброблюваність стали (Сталь45), тоді для твердих сплавів вона буде - 0,5; титан - 0,6; нікель - 0,8; мідь - 1,1; латунь - 1,6; алюміній - 4 і т.д.
Електроіскровим методом доцільно обробляти тверді сплави, важко оброблювані метали і сплави, тантал, молібден і ін. мати-ріали.
Схеми організації процесів електроіскрової обробки.
Електроерозійна відрізка
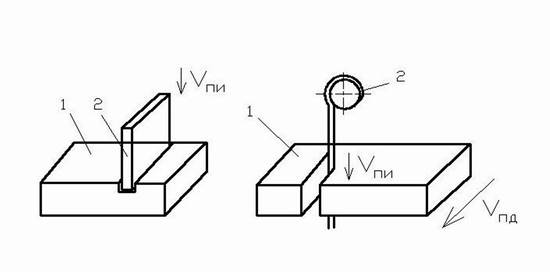
Рис.3. Схема електроерозійної відрізки.
Електрод-інструмент (2) переміщається зі швидкістю по відношенню до заготівки. Заготівка не рухома. Заготівка (1) переміщається зі швидкістю Vпз.
Операцію виконують із зануренням у ванну з робочою рідиною.
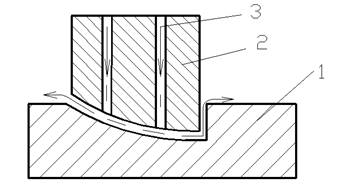
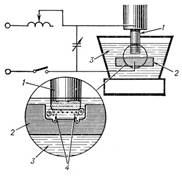
Рис. 4. Електроерозійне об'ємне копіювання
Обробка виробляється прямим копіюванням електрода-інструмента (2) на заготівлю (1) у ванні з робочою рідиною з прокачуванням або без прокачування її через канали (3) у ЕІ. Для стабілізації обробки використовують вібрацію ЕІ, а для підвищення точності обробки - осциляцію у процесі переміщення електрода в напрямку заготівки.
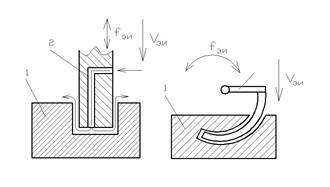
Рис. 5. Електроерозійне прошивання
Подача електрода-інструмента зі швидкістю відносно заготівки і вібрація з частотою.
Обробка виробляється прямим копіюванням у ванні з робочою рідиною з одночасним прокачуванням її через електрод-інструмент або без прокачування і т.д.
При електроімпульсній обробці використовують електричні імпульси великої тривалості (500-10000 мкс), у результаті чого відбувається дуговий розряд.
Великі потужності імпульсів одержувані від електронних або машинних генераторів струму, забезпечують високу продуктивність процесу обробки.
Електроімпульсна обробка проводиться при напругах генератора імпульсів U=18-36 В.
При електроімпульсній обробці знімання металу в одиницю часу в 8-10 разів більше, ніж при електроіскровій обробці, однак точність розмірів і шорсткість оброблених поверхонь нижче.
Високочастотна электроіскрова обробка застосовується для підвищення точності і зменшення шорсткості поверхонь оброблених електроімпульсним методом. Метод заснований на використанні електричних імпульсів малої потужності при частоті 100-150 кГц.
Полярність включення електрода-інструмента і заготівлі - пряма. Точність вище, а шорсткість поверхні нижче, ніж при електроіскровій обробці.