Контрольная работа: Нормирование точности в машиностроении
а)
б)
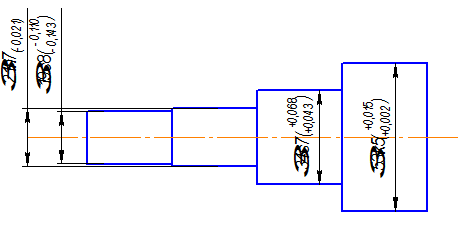
Рисунок 1.5 – Эскизы сопрягаемых деталей: а) отверстия; б) валы;
1.2 Калибры для контроля гладких цилиндрических соединений
Разработаем предельные калибры для контроля сопряжения Æ34H7/s7. Устанавливаем допуски на изготовление предельных калибров по таблице 3 и 4.
Исходные данные:
Для отверстия Æ34H7: Н=4 мкм; Z=3,5 мкм; α=0.
Для вала: Æ34s7: H1 =4 мкм, Z1=3,5 мкм, Hp =1,5 мкм, α1 =0, Y1=3 мкм.
Исполнительный размер проходной стороны калибра-пробки:
Прmax= Dmin+Z+![]() =34+0,0035+0,004/2=34,0055 мм;
=34+0,0035+0,004/2=34,0055 мм;
размер на чертеже Æ34,0055-0,004 мм.
Исполнительный размер непроходной стороны калибра-пробки:
Неmax= Dmax- α +![]() =34,025-0+0,004/2=34,027 мм;
=34,025-0+0,004/2=34,027 мм;
размер на чертеже Æ34,027-0,004 мм.
Исполнительный размер проходной стороны калибра-скобы:
Прmin= dmax-Z1 - ![]() =34,068-0,0035-0,004/2=34,0625 мм;
=34,068-0,0035-0,004/2=34,0625 мм;
размер на чертеже Æ34,0625+0,004 мм.
Исполнительный размер непроходной стороны калибра-скобы:
Неmin= dmin+ α1 - ![]() =34,043+0-0,004/2=34,041 мм;
=34,043+0-0,004/2=34,041 мм;
размер на чертеже Æ34,041+0,004 мм.
Исполнительный размер контрольного калибра:
К-Иmax= dmax+ Y1 - α1 +![]() =34,068+0,003-0+0,0015/2=34,07025 мм;
=34,068+0,003-0+0,0015/2=34,07025 мм;
размер на чертеже Æ34,0702-0,0015 мм.
Исполнительный размер проходного контрольного калибра:
К-Прmax= dmax-Z1 +![]() =34,068-0,0035+0,0015/2=34,06525 мм;
=34,068-0,0035+0,0015/2=34,06525 мм;
размер на чертеже Æ34,0652-0,0015 мм.
Исполнительный размер непроходного контрольного калибра:
К-Неmax= dmin+ α1 +![]() =34,043+0+0,0015/2+0=34,04375 мм;
=34,043+0+0,0015/2+0=34,04375 мм;