Контрольная работа: Токарные операциии, назначение режимов резания
у=0,7,
х=0 – коэффициенты и показатели степени в формуле крутящего момента при сверлении ([1] по табл. 32, с. 281);
КМР =1,05 – коэффициент, характеризующий группу обрабатываемых материалов ([1] по табл. 9, с. 264).
Мкр =9,81х0,0345х29,752 х14,8750 х0,40,7 х1,05=165,627 Нм.
Осевая сила рассчитана по формуле, кН
| Ро =CР Dq Тx Sy Km Р | (18) |
где СР =68,
q=1,0,
у=0,7,
х=0 – коэффициенты и показатели степени в формуле осевой силы при сверлении ([1] по табл. 32, с. 281);
КМР =1,05 – коэффициент, характеризующий группу обрабатываемых материалов ([1] по табл. 9, с. 264).
Ро =9,81х68х29,751 х0,40,7 х1,05=10973,244 Н.
Необходимо выполнить условие
|
Ро ≤Рmax | (19) |
где Рmax – максимальное значение осевой составляющей силы резания, допускаемой механизмом подачи станка. По паспортным данным станка
2А53 Рmax =12500 Н. Так как 10973,244 Н<12500 Н, то назначенная подача sо = 0,4 мм/об.
Частота вращения инструмента рассчитана по формуле, об/мин
| n=1000V/(πD), | (20) |
n=1000х22,1/(3,14х29,75)=236,579 об/мин.
Частота вращения инструмента принята из ряда стандартных частот вращения для станка 220 об/мин. Скорость резания при стандартной частоте вращения инструмента, м/мин:
| Vфакт =nфакт (πD/1000); | (21) |
Vфакт =220(3,14х29,75/1000)=20,55 м/мин.
Мощность резания по формуле, кВт:
| Ne =Мкр n/9750 | (22) |
Ne =165,627х220/9750=3,73 кВт.
Мощность привода главного движения станка 2А53, применяемого в существующем технологическом процессе, 12,5 кВт, в нашем случае мощности станка достаточно для выполнения операции сверления.
4. Выбор режущего инструмента для операции развертывания
Второй переход операция развертывания. На радиально – сверлильном станке развернуть сквозное отверстие d=29,75 мм до D=30H6 на глубину толщины заготовки l=40 мм. Параметр шероховатости обработанной поверхности Ra =3,2 мкм. Обрабатываемый материал – сталь 20Х с σ=800 МПа; заготовка – поковка отожженная.
Принимаем [3] машинную насадную развертку D=30 мм с напаянными пластинами из твердого сплава [3]. Марка твердого сплава Т15К6, так как осуществляется окончательная обработка конструкционной стали.
Геометрические элементы развертки принимаем по справочнику ([1] табл. 53. с. 160): γ = 0; α = 8о ; угол в плане φ = 45о , эскиз развертки (рис. 5).
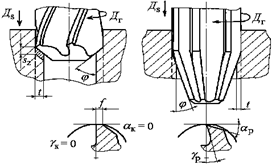
Рис 5. Элементы резания: а) - при зенкеровании, б) – развертывании; в) – профиль режущей и г) – калибрующей частей зуба развертки.
3. Расчет режимов обработки, операции развертывания для отверстия Ø 30Н6 мм