Курсовая работа: Анализ технологичности и выбор метода изготовления детали "первичный вал"
При выборе типа нагревательного устройства необходимо учитывать следующие требования:
- должна быть обеспечена требуемая температура;
- равномерный нагрев по поверхности и по сечению;
- минимальное окисление поверхности или образования угара и т.д.
В нашем случае необходимо применение индукционной нагревательной установки, т.к. она повышает производительность труда, позволяет провести полную автоматизацию и обеспечить высокую стабильность процесса, улучшить условия труда и сократить потери металла на окалинообразование. Индукционный нагрев концов заготовок целесообразно выполнять в специальных индукторах — щелевых.
1. Необходимая частота тока индуктора: 8000 Гц для d заг=20...40мм;
2. Продолжительность нагрева (обычного): t н =56 сек
3. Напряжение на индукторе принимаю: 750В
4. Глубина проникновения тока в металл: D =6,2 мм [1]
5. Размеры индуктора:
- внутренний диаметр индуктора:
d вн = d3A Г +S ,
где S — толщина тепло- и электроизоляции
d вн =30 + 14 = 44 мм;
- длина индуктора:l1= п · 1ЗАГ + Δl,
где Δl- компенсация краевого эффекта,
Δl= 1,5· d 3 A Г =45 мм;
L1=12*479 + 45 = 5793 мм.
6. Средняя мощность, развиваемая на нагревателе в процессе нагрева:![]()
7. Мощность, подводимая к индуктору:
![]()
где η = 0,6;
![]()
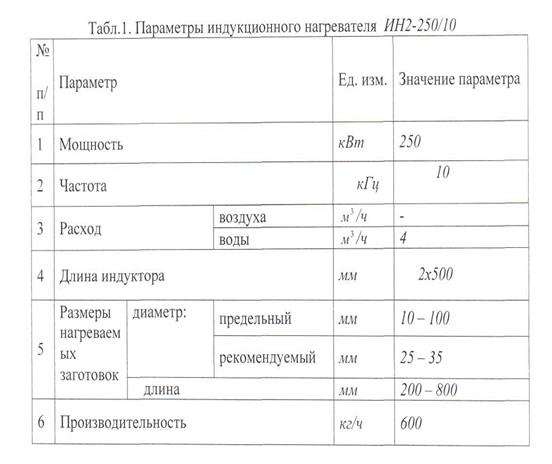
В соответствии с данными техническими характеристиками подбираю кузнечный индукционный нагреватель, с пневматическим механизмом перемещения заготовок, с питанием от машинных преобразователей частоты по схеме централизованного питания: ИН2-250/10 [1]
7. Расчет переходов штамповки
Определяем объём высаживаемой части.
![]() =321280-22320-45370-11720-40630 = 201240 мм3
=321280-22320-45370-11720-40630 = 201240 мм3
Определяем длину высаживаемой части.