Курсовая работа: Автоматическая система управления процессом испытаний электропривода лифтов
К основным управляющим функциям относятся:
- стабилизация переменных технологического процесса на некоторых постоянных значениях, согласно ТП;
- изменение режима процесса (управление процессом) при регулировании задающего воздействия МЗАД;
- формирование и реализация управляющих воздействий, обеспечивающих достижение оптимального ТП;
- программно-логическое управление – автоматизированные пуск и останов технологического оборудования.
Точность управления является основным показателем качества технической реализации схемы технологического процесса. Чтобы добиться желаемого (оптимального) хода технологического процесса система управления должна выполнять с необходимой скоростью, следующие взаимосвязанные операции:
- фиксировать и анализировать информацию о состоянии процесса;
- регистрировать значения одних технологических переменных (момент, развиваемый на валу АД) и стабилизировать другие (скорость приводного двигателя);
1.6 Определение основных требований к ведению технологического процесса, формирование критерия качества и цели управления
Электромагнитный момент нагрузочного АД должен быть достаточен для гарантированного получения нагрузочных усилий, характерных для электропривода лифта. Развиваемый момент нагрузочного электропривода должен быть ограничен на уровне, предупреждающем поломку или деформацию места соединения валов нагрузочного и испытуемого электродвигателей:

где М – момент на валу нагрузочного электропривода,
МПУСК – момент трогания кабины лифта, обеспечивающий начало движения,
Мmax – максимально допустимый момент на валу электропривода, не приводящий к ухудшению эксплуатационных свойств стенда.
Погрешность регулирования по моменту и дискретность задания величины момента ограничения определяются паспортными данными на испытуемый электропривод. Согласно анализу паспортных данных на испытуемые электропривода лифтов, дискретность задания и погрешность регулирования составляет порядка 1%.
Развиваемая скорость вращения двигателя w должна быть достаточной для обеспечения заданного быстродействия системы. При подходе к точке останова скорость необходимо снижать в целях предупреждения аварийных ситуаций. В целях сохранения редуктора необходимо выбирать зазор при пуске.
Одним из факторов, влияющих на производительность, является напряжение сети. Просадки и перекосы 3-х фазной сети заведомо ограничивают мощность, поступающую в двигатель, и его перегрузочную способность.
2. Разработка и выбор элементов АСУ ТП
2.1 Разработка общих алгоритмов функционирования АСУ ТП. Блок – схемы алгоритма и их описание
Система управления процессом испытания электропривода лифтов предназначена для управления нагрузочным электроприводом испытательного стенда в ручном или автоматическом режиме, разработана на базе микропроцессорного программируемого контроллера и выполняет следующие функции:
ввод, контроль и первичная обработка входных сигналов;
контроль выхода значений параметров за допустимы технологические границы, исправности датчиков и линий связи;
сбор, обработка и визуализация информации о состоянии оборудования, датчиков и линий связи;
управление нагрузочным электроприводом в соответствии с требуемыми режимами;
прием и контроль достоверности информации ручного ввода;
формирование и выдача управляющих воздействий и сообщений об отказах и отклонениях параметров;
Система визуализации обеспечивает диагностику работы комплекса технических средств и выдает сообщения об отказе элементов, что позволяет в короткие сроки локализовать и устранить причину отказа. Визуализация состояния механизма, аварийные сообщения о неисправностях и т.д. осуществляется посредством промышленного компьютера.
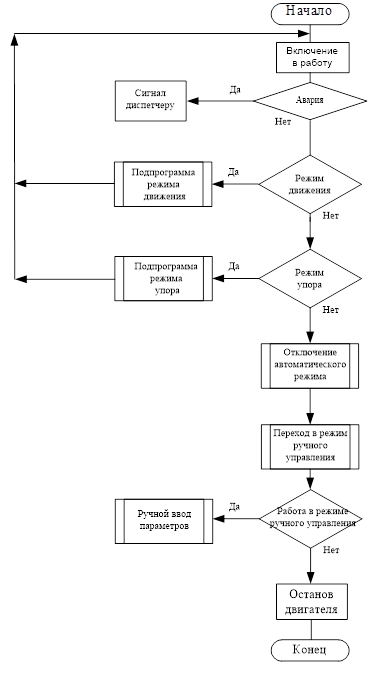
Рисунок 12 – Общий алгоритм функционирования системы управления