Курсовая работа: Гомогенизатор молока
Оглавление
Введение
1. Устройство и работа гомогенизатора
2. Основные расчеты
2.1 Теоретические основы диспергирования
2.2 Расчет гидродинамических параметров потока жидкости и технических характеристик гомогенизатора
Заключение
Библиографический список
Введение
Кисломолочные продукты играют важную роль в питании людей, особенно детей, лиц пожилого возраста и больных. Диетические свойства кисломолочных продуктов заключаются, прежде всего, в том, что они улучшают обмен веществ, стимулируют выделение желудочного сока и возбуждают аппетит. Наличие в их составе микроорганизмов, способных приживаться в кишечнике и подавлять гнилостную микрофлору, приводит к торможению гнилостных процессов и прекращению образования ядовитых продуктов распада белка, поступающих в кровь человека.
Немаловажной стадией при выработке кисломолочных продуктов является механическое воздействие на исходное сырье, т.е. гомогенизация. Она не только предотвращает отстаивание жира, но и способствует получению качественных кисломолочных продуктов с улучшенными консистенцией и вкусовыми свойствами, повышению его усвояемости организмом и более полному использованию содержащихся в нем жира и витаминов.
Диспергирование молока проводят в клапанных и ротационных гомогенизаторах, устройствах для ультразвуковой и электрогидравлической гомогенизации, быстроходных механических мешалках, гидродинамических ультразвуковых аппаратах, кавитационных и суперкавитирующих динамических смесителях-эмульсорах, центробежных струйных гомогенизаторах, но по эффективности воздействия на молоко без значительных нежелательных изменений его свойств все другие устройства уступают клапанным гомогенизаторам высокого давления
Гомогенизаторы клапанного типа. Продукт в кольцевой канал между седлом и клапаном подается под давлением, создаваемым многоплунжерным насосом. Дробление жировых шариков и увеличение их дисперсности происходит при истечении молока через канал со скоростью 200 м/с, при этом количество жировых шариков увеличивается в 200–500 раз, а их суммарная поверхность в 6-10 раз. Гомогенизаторы клапанного типа относятся к энергоемким и металлоемким: в зависимости от давления и производительности расход электроэнергии изменяется от 36 до 140 кВт/ч, общая масса гомогенизатора может находиться в пределах от 600 до 4000 кг. Клапанными двухступенчатыми гомогенизаторами в настоящее время оснащены все комбинаты, заводы и цеха, вырабатывающие сухие и жидкие продукты питания.
Центробежные гомогенизаторы по конструкции проще клапанных, менее металлоемки, в них нет быстроизнашивающихся деталей, но они дают недостаточно высокую степень гомогенизации.
Электрогидравлическая гомогенизация молока и влияние на молочные системы электрогидравлического удара исследовались в МАПБ (Московская академия прикладной биотехнологии). В основу этого способа гомогенизации положен электрогидравлический эффект, являющийся результатом возникновения в жидкости импульсных сверхвысоких давлений, вызывающих образование ударных волн.
Достигнутый общий гомогенизирующий эффект весьма высок – раздробление жировых шариков в 7–8 раз. Кратковременный электрогидравлический эффект не влияет на технологические свойства молока, но очень длительное его воздействие изменяет вкус продукта.
Ультразвуковые гомогенизаторы– это электромеханические и гидродинамические устройства, создающие упругие звуковые и ультразвуковые колебания в гомогенизируемой смеси. Наиболее известный из них – так называемый гидродинамический свисток. Принцип действия его основан на прохождении потока жидкости через зону максимального воздействия ультразвукового поля, создаваемого самим же потоком. Поток дробится на струи, которые, многократно взаимно пересекаясь с большой скоростью, создают интенсивные вихри и акустические колебания высоких частот. При выходе из сопла закрученного потока возникают наиболее интенсивные вихри, создающие колебания, еще более усиливаемые установленной на выходе трубки – резонатора, образующей в потоке жидкости кавитационные полости.
Ультразвуковой метод эмульгирования весьма эффективен: полнота эмульгирования составляет 95%. Метод обеспечивает высокую степень дисперсности (0,1–0,5 мкм) и устойчивость эмульсии при длительном хранении. Металлоемкость и энергоемкость ультразвукового гомогенизатора по сравнению с гомогенизатором ОМ такой же производительности, используемым в настоящее время в отечественной молочной промышленности, ниже в 5–7 раз.
Работы по оптимизации режимов ультразвуковой гомогенизации, изучению механизма эмульгирования в ультразвуковом поле проводились многими учеными в нашей стране и за рубежом, но в них не раскрыто или недостаточно раскрыто влияние ультразвукового облучения на изменения физико-химических свойств молока и его компонентов. Известно лишь, что в молоке может появиться привкус топленого молока. Предполагается, что это результат взаимодействия с жирами атомарного кислорода, выделившегося при распаде. Значительно уменьшается вязкость молока, что указывает на деструкцию молекул белка.
Как отмечалось выше, наибольшее распространение получили гомогенизаторы клапанного типа. В связи, с чем и рассмотрим их в данной работе.
1. Устройство и работа гомогенизатора клапанного типа
Машины этого типа обладают высокой эффективностью действия. Например, при гомогенизации цельного молока средний размер жировых шариков уменьшается с 3,5–4 до 0,7–0,8 мкм.
Первоначально рабочим органом гомогенизатора был пучок капиллярных трубок, через которые под давлением нагнеталось молоко, нагретое до 50–60°С. Гомогенизатор этого типа был несовершенен и часто засорялся, поэтому было предложено использование головки с пружинным клапаном. Гомогенизирующие головки подвергались тем или другим малосущественным изменениям, однако принцип устройства их сохранился до сих пор без изменения.
Принцип действия гомогенизирующей головки (рис. 1) основан на том, что гомогенизируемая жидкость нагнетается под большим давлением в канал и, поднимает прижатый пружиной 2 и стержнем 3 клапан 4 и с большой скоростью движется через узкую щель между клапаном и седлом 5. Высота клапанной щели при работе гомогенизатора не превышает 0,1 мм, а скорость молока при движении его в щели обычно достигает 150–200 м/сек. При этом молоко подвергается в зоне клапана сильному механическому воздействию, которое и приводит к раздроблению жировых шариков, т.е. к гомогенизации.
Форма рабочей поверхности клапана обычно плоская, тарельчатая или конусная с небольшим углом конусности. У гомогенизатора с плоскими клапанами с концентрическими рифлями (проточками) располагаются такие же рифли на поверхности седла. Следовательно, форма прохода для молока в радиальном направлении извилистая, что должно способствовать лучшей гомогенизации.
Кроме того, в результате патентного обзора можно отметить, что седло и клапан могут быть выполнены с возможностью вращения в противоположные стороны под действием движущегося потока продукта и установлены в подшипниках, расположенных в неподвижном корпусе [3].
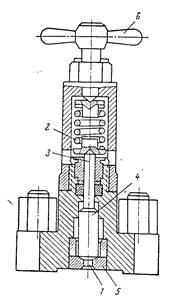
Рисунок 1 – Гомогенизирующая головка: 1 – канал, 2 – пружина, 3 – стержень; 4 – клапан; 5 – седло; 6 – регулировочный винт
--> ЧИТАТЬ ПОЛНОСТЬЮ <--