Курсовая работа: Проект автоматической линии для обработки детали типа Вал-шестерня
Рассмотрим базовый ТП изготовления данной детали для неавтоматизированного производства и выберем операции, которые можно включить в автоматическую линию. Воспользуемся для анализа рис. 2.1.
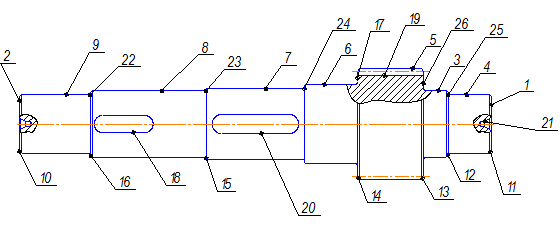
Рис. 2.1 – Эскиз детали с позициями поверхностей
005 Заготовительная
1. Штамповка на ГКМ
010 Термическая
1. Отжиг
015 Фрезерно-центровальная (МР-73)
А. Установить и снять заготовку
1. Фрезеровать торцы
2. Сверлить центровые отверстия В6,3
020 Токарно-винторезная (черновая) (16К20)
А. Установить и снять заготовку
1. Точить пов. 9 начерно
2. Точить пов. 8 начерно
3. Точить пов. 7 начерно
4. Точить пов. 6 начерно
5. Точить торец 17 начерно
Б. Переустановить заготовку
6. Точить пов. 4 начерно
7. Точить пов. 3 начерно
8. Точить пов. 5 начерно
9. Точить торец 26 начерно
025 Токарно-винторезная (чистовая) (16К20)
А. Установить и снять заготовку
1. Точить пов. 4 начисто
2. Точить торец 26 начисто
3. Точить пов. 5 начисто
4. Точить фаску 11 однократно