Курсовая работа: Проект автоматической линии для обработки детали типа Вал-шестерня
По условию требуемая серийная производительность:
![]() шт/см.
шт/см.
Рассмотрим насколько вариантов компоновок автоматических линий.
Для первого варианта используем фрезерно-центровальный станок-полуавтомат, токарные многорезцовые и копировальные станки-полуавтоматы и вертикально-фрезерные полуавтоматы с инструментальным магазином, используя компоновку со станками-дублерами.
При составлении такой линии из 10 станков, расположенных по ходу технологического процесса получаем линию вида рис.4.1.
Для этой линии лимитирующим является время ![]() мин. Тогда производительность такой линии составляет:
мин. Тогда производительность такой линии составляет:
![]() (шт./смену).
(шт./смену).
Данное количество изделий обеспечивает заданную производительность.
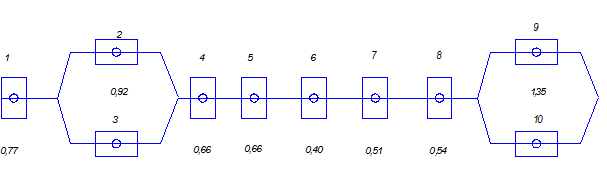
Рисунок 4.1- Вариант компоновки оборудования автоматической линии (q=10)
Для сравнения во втором варианте дифференцируем вертикально-фрезерную операцию, а вместо токарных копировальных дублеров – многорезцовые токарные полуавтоматы. Тогда линия будет иметь вид (рис. 4.2)
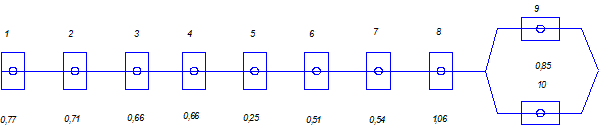
Рисунок 4.2- Вариант компоновки оборудования автоматической линии (q=10)
Для этой линии лимитирующим является время ![]() мин. Тогда производительность такой линии составляет:
мин. Тогда производительность такой линии составляет:
![]() (шт./смену).
(шт./смену).
5 Уточненный расчет производительности автоматической линии
Уточненный расчет полной производительности автоматической линии с жесткими межагрегатными связями проводится согласно [2] по формуле:
 , (5.1)
, (5.1)
где ![]() - коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
- коэффициент загрузки линии, который характеризует условия эксплуатации (принимается в пределах 0,85-0,90);
![]() - время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается
- время не совмещенных холостых ходов (в условиях дифференциации технологического процесса принимается ![]() );
);
![]() - время суммарных внецикловых потерь, определяется по формуле:
- время суммарных внецикловых потерь, определяется по формуле:
![]() (5.2)
(5.2)
где ![]() - ожидаемые внецикловые потери по инструменту;
- ожидаемые внецикловые потери по инструменту;
![]() - ожидаемые внецикловвые потери по оборудованию.
- ожидаемые внецикловвые потери по оборудованию.
Потери по инструменту вычисляются по формуле:
 (5.3)
(5.3)
Сведем данные по всем инструментам для 1-го варианта в таблицу 5.1, а для 2-го – в таблицу 5.2.
Таблица 5.1 – Потери по инструменту 1-го варианта АЛ
| п\п | Наименование инструмента | ||||||
| 1 | Фреза торцовая Т5К10 | 0,67 | 180 | 5,0 | 0,12 | 0,038116 | |
| 2 | Сверло центровочное комбинированное | 0,10 | 25 | 1,0 | 0,12 | 0,00896 | |
| 3 | Резец Т5К10 (установ А, черновая обработка) | 0,92 | 60 | 1,5 | 0,2 | 0,052133 | |
| 4 | Резец Т5К10 (установ А, черновая обработка) | 0,66 | 60 | 1,5 | 0,2 | 0,02244 | |
| 5 | Резец подрезной Т5К10 (черновая обработка) | 0,68 | 60 | 1,5 | 0,2 | 0,038533 | |
| 6 | Резец Т5К10 (установ Б, черновая обработка) | 0,66 | 60 | 1,5 | 0,2 | 0,02244 | |
| 7 | Резец Т5К10 (установ Б, черновая обработка) | 0,4 | 60 | 1,5 | 0,2 | 0,011333 | |
| 8 | Резец Т15К6 (установ А, чистовая обработка) | 0,51 | 60 | 1,5 | 0,2 | 0,01734 | |
| 9 | Резец Т15К6 (установ Б, чистовая обработка) | 0,54 | 60 | 1,5 | 0,2 | 0,02142 | |
| 10 | Резец канавочный Т14К8 (чистовая обработка) | 0,03 | 45 | 1,5 | 0,2 | 0,002267 | |
| 11 | Резец специальный Р6М5 (чистовая обработка) | 0,06 | 30 | 1,5 | 0,2 | 0,0068 | |
| 11 | Фреза шпоночная Р18 Ø22 | 1,06 | 90 | 1,0 | 0,27 | 0,029916 | |
| 12 | Фреза шпоночная Р18 Ø25 | 1,69 | 90 | 1,0 | 0,27 | 0,047696 | |
Таблица 5.2 – Потери по инструменту 2-го варианта АЛ
| п\п | Наименование инструмента | ||||||
| 1 | Фреза торцовая Т5К10 | 0,67 | 180 | 5,0 | 0,12 | 0,038116 | |
| 2 | Сверло центровочное комбинированное | 0,10 | 25 | 1,0 | 0,12 | 0,00896 | |
| 3 | Резец Т5К10 (установ А, черновая обработка) | 0,71 | 60 | 1,5 | 0,2 | 0,028163 | |
| 4 | Резец Т5К10 (установ А, черновая обработка) | 0,66 | 60 | 1,5 | 0,2 | 0,02244 | |
| 5 | Резец подрезной Т5К10 (черновая обработка) | 0,68 | 60 | 1,5 | 0,2 | 0,038533 | |
| 6 | Резец Т5К10 (установ Б, черновая обработка) | 0,66 | 60 | 1,5 | 0,2 | 0,02244 | |
| 7 | Резец Т5К10 (установ Б, черновая обработка) | 0,25 | 60 | 1,5 | 0,2 | 0,0085 | |
| 8 | Резец Т15К6 (установ А, чистовая обработка) | 0,51 | 60 | 1,5 | 0,2 | 0,01734 | |
| 9 | Резец Т15К6 (установ Б, чистовая обработка) | 0,54 | 60 | 1,5 | 0,2 | 0,02142 | |
| 10 | Резец канавочный Т14К8 (чистовая обработка) | 0,03 | 45 | 1,5 | 0,2 | 0,002267 | |
| 11 | Резец специальный Р6М5 (чистовая обработка) | 0,06 | 30 | 1,5 | 0,2 | 0,0068 | |
| 11 | Фреза шпоночная Р18 Ø22 | 1,06 | 90 | 1,0 | 0,27 | 0,014958 | |
| 12 | Фреза шпоночная Р18 Ø25 | 1,69 | 90 | 1,0 | 0,27 | 0,047696 | |