Курсовая работа: Проектирование металлорежущего инструмента Данные для
![]()
![]()
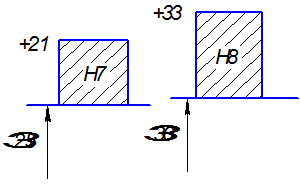
Рисунок 2.1 Схема расположения полей допусков отверстий.
Геометрические параметры развертки
Передний угол для чистовой развертки примем g=0° , а задний угол α=6° . Величина заднего угла выберется одинаковой на режущей и калибрующей частях. На калибрующей части выполняется ленточка f=0.1 мм. Угол наклона зубьев целесообразно выполнить равным нулю, что упрощает технологию изготовления развертки. Главный угол в плане φ на заборной части зависит от свойств обработанного материала, поэтому φ=15° (для чугуна). Длина калибрующей части развертки определяется зависимости
![]()
где ![]() мм – величина калибрующей части стачивания при одной переточке;
мм – величина калибрующей части стачивания при одной переточке; ![]() - число переточек;
- число переточек;
![]() мм
мм
![]() мм
мм
длина заборной части ступени
![]() ,
,
где ![]() - минимальный диаметр заборной части;
- минимальный диаметр заборной части;
t – глубина резания принимаем 0,1 мм
m2 =2 мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
![]() мм
мм
Длина рабочей части ступени
![]()
где Lф =1 мм – длина фаски.
![]() мм;
мм;
![]() мм.
мм.
Чтобы исключить повреждение обработанной поверхности при выводе развертки из отверстия, конец калибрующей части необходимо выполнить по радиусу равному 3-5 мм. Число зубьев развертки определяется зависимостью:
![]()
![]()
![]()
принимаем для всех ступеней развертки число зубьев 8