Курсовая работа: Производство формового хлеба
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
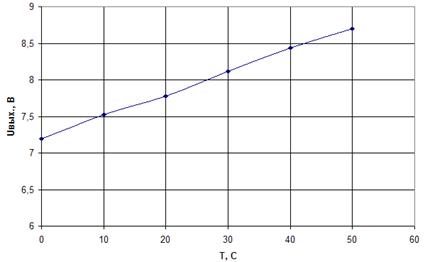
Статическая характеристика ![]() при
при ![]() приведена ниже:
приведена ниже:
Определим погрешности измерительной части и всего нормирующего преобразователя.
Измерительная часть:
![]()
![]()
![]() Класс точности 5.
Класс точности 5.
Определение погрешностей нормирующего преобразователя.
![]()
![]()
![]() Класс точности 5.
Класс точности 5.
Электрическая схема поверки изображена на листе 2. Суммарная погрешность приборов, контролирующих входные и выходные сигналы не должна превышать допустимой погрешности. Перед поверкой преобразователь должен быть включен в течении 30 минут для прогрева. Основная погрешность проверяется при значениях выходного сигнала 0, 20, 40, 60, 80 и 100% предела измерения. За основную погрешность γ принимается выраженная в процентах наибольшая разность между действительным средним значением выходного сигнала Ах и рассчитанное значение выходного сигнала ![]() , отнесенная к нормирующему значению выходного сигнала
, отнесенная к нормирующему значению выходного сигнала ![]() .
.
![]()
Вариация выходного сигнала определяется как наибольшая их абсолютному значению разность выходных сигналов, полученная при подходе к одному и тому же значению входного сигнала сверху или снизу при заданном его значении.
Заключение
В ходе выполнения курсового проекта были изучены:
- способы и методы формулирования задач технологического контроля и автоматизации технологического процесса;
- способы и методы построения систем технологического контроля;
- типовые измерительные приборы и датчики.
А также, получены навыки по:
- определению метрологических характеристик средств измерений, отвечающих требованиям регламента ведения ТП производства батонов;
- выбору типовых средств измерений по справочной литературе для построения искомой измерительной системы;