Курсовая работа: Процес виготовлення деталі поршневої групи
Нестандартні розміри канавок для виходу шліфувального кола.
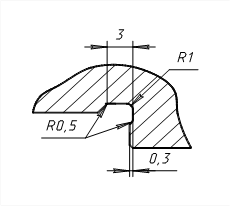
Не зазначені допуски кутових розмірів.
Шорсткість робочих поверхонь штоків 6-го квалітету, діаметром 10-120мм Ra=0,63 - відповідає оптимальним
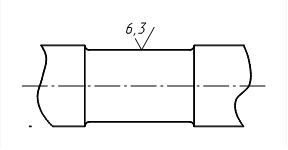
Неробочі шейки валів, діаметром більше 18мм Ra=6,3 - вимоги по шорсткості завищені.
Шорсткість бічних поверхонь шпонкового паза Ra=5,0-1,25 - відповідає оптимальної.
Точність і шорсткість різьблення на кінцях штока 6g, Ra=1,25-0,63 - відповідають оптимальним.
Креслення містить всі необхідні допуски розташування поверхонь. Значення допусків розташування поверхонь призначені правильно. [2] Допуск співвісності між робочими ділянками штока необхідний для забезпечення принципу взаємозамінності при складанні.
Допуск перпендикулярності торця буртика до 32h6 необхідний для забезпечення герметичної сполуки із проставкою і складання без пригону.
3. Визначення типу виробництва й форми організації роботи
ВИХІДНІ ДАНІ:
Річна програма 200 шт.
Режим роботи підприємства 1 змін
Дійсний річний фонд роботи 2030 час. по [3, с.334]
Норми часу операцій по базовому процесу наведені в таблиці
Таблиця 3.1 - РЕЗУЛЬТАТИ РОЗРАХУНКУ
| Номер опер. | Найменування операції | Штучний час, хв | Число верстатів, шт | Коефіцієнт завантаження |
| 5 | Токарська | 90.00 | 1 | 0.164 |
| 10 | Розмічальна | 4.80 | 1 | 0.009 |
| 15 | Токарська | 30.00 | 1 | 0.055 |
| 20 | Токарська | 60.00 | 1 | 0.109 |
| 25 | Розмічальна | 3.00 | 1 | 0.005 |
| 30 | Свердлильна | 6.00 | 1 | 0.011 |
| 35 | Токарська | 48.00 | 1 | 0.088 |
| 40 | Токарська | 150.00 | 1 | 0.274 |
| 45 | Фрезерна | 36.00 | 1 | 0.066 |
| 50 | Шліфувальна | 180.00 | 1 | 0.328 |
| 55 | Токарська | 60.00 | 1 | 0.109 |
| 60 | Фрезерна | 112.00 | 1 | 0.022 |
| 65 | Шліфувальна | 60.00 | 1 | 0.109 |
| 70 | Токарська | 24.00 | 1 | 0.044 |
Коефіцієнт закріплення операцій 35.69
Тип виробництва дрібносерійний
Форма організації виробництва групова
Періодичність запуску 21 днів
Розмір виробничої партії 16 шт.
Такт випуску 609.00 хв.
3.1 Коротка характеристика обраного типу виробництва
Дрібносерійний тип виробництва характеризується обмеженою номенклатурою виробів, виготовлених періодично повторюваними партіями й порівняно більшим об'ємом випуску. Коефіцієнт закріплення операцій 20-40.
Використовується універсальне й спеціалізоване й частково спеціальне устаткування. Широко застосовуються верстати зі ЧПУ, що обробляють центри, а також автоматизовані системи на основі верстатів зі ЧПУ, зв'язаних транспортуючими пристроями, керованими від ЕОМ. Устаткування розставляється по технологічних групах з урахуванням напрямку основних вантажопотоків цеху, по предметно-предметно-замкнутих ділянках.
Технологічне оснащення в основному універсальна, Велике поширення має універсально-збірня, переналагоджувана технологічне оснащення, що дозволяє значно підвищити коефіцієнт оснащеності навзаводи виробництва.
Як вихідні заготівлі використовується гарячий і холодний прокат, лиття в землю й під тиском, точне лиття, кування й точні штампування.
Необхідна точність досягається як методами автоматичного одержання розмірів, так і методами пробних проходів із частковим застосуванням розмітки для складних корпусних деталей.
Кваліфікація робітників вище чим у масовому виробництві, він нижче чим в одиничному. Поряд з робітниками наладчиками, що працюють на складному універсальному встаткуванні використовуються робітники-оператори, що працюють на настроєних верстатах.
Залежно від особливості технології виробництва й об'єму випуску забезпечується повна, неповна, групова взаємозамінність, однак застосовується й пригін по місцю, компенсація розмірів.