Курсовая работа: Разработка технологического процесса механической обработки заготовки "Ролик"
Принимаем по паспорту станка nд = 400 ![]()
![]()
![]()
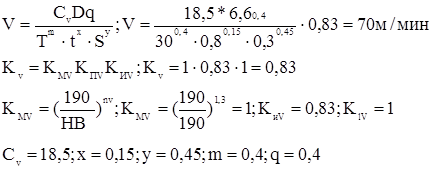
N – мощность резания.
![]() Pz = Pz табл *К1 *К2 =100*1,3*1,2=156
Pz = Pz табл *К1 *К2 =100*1,3*1,2=156
![]()
![]()
![]() , где
, где
y – величина перехода инструмента;
l – длина точения;
y1 – длина перебега;
n – частота вращения шпинделя;
S – минутная подача;
i – количество переходов;
y = 2 – 3 мм,
y1 = 2 – 3 мм,
l = D/2 = ![]()
Отрезать заготовку, выдерживая размер ø300Н11
t=0,8мм
Принимаем по паспорту станка S=0,24мм/об
Определяем число оборотов
![]()
Принимаем по паспорту станка ![]()