Курсовая работа: Разработка технологического процесса получения горячекатаного листа
из конструкционной качественной стали по ГОСТ 1577-93;
из углеродистой стали для котлов и сосудов, работающих под давлением по ГОСТ 5520-79;
из низколегированной марки стали 09Г2С по ГОСТ 19281-89 толщиной от 12 до 100мм;
прокат стальной для судостроения, ГОСТ 5521-93 толщиной от 10 до30мм;
из других марок стали и сплавов по разовым заказам потребителей.
Анализ существующей технологии прокатки горячего листа на стане трио «2850» показывает, что оборудование морально и физически устарело и не отвечает современным требованиям производительности. Улучшения качества получаемой продукции и расширения марочного сортамента можно достигнуть за счет более современного оборудования.
Стан 2850 имеет ряд существенных недостатков, которые не должны допускаться при проектировании нового толстолистового стана.
К нагревательным печам слитки и слябы подают краном, который должен непрерывно обслуживать только печи. Печи не имеют достаточных посадочных стеллажей и удлиненного рольганга в сторону склада заготовки и не соединены между собой посадочным рольгангом. Таким образом, посадочная площадка у торцовой части каждой печи по существу представляет собой рольганг длиной лишь немного больше ширины печи. Это вынуждает постоянно обслуживать печи краном. Кран не может произвести запас слябов у посадочного стола, так как отсутствуют для этого площадки. Рассоединение посадочного рольганга обеих печей не позволяет осуществлять передачу металла от одной печи к другой; кран вынужден постоянно перемещаться над каждой печью, поскольку укладка слябов производится непрерывно. Такое положение противоречит и условиям безопасности труда: машинист крана работает в загазованной атмосфере и при высокой температуре, а обслуживающий персонал должен постоянно отходить от рабочего места как во время транспортировки краном металла, так и при последующем перемещении его к складу.
Не учтены габариты рабочих мест у торцевых частей печи, неудовлетворительно осуществлена вентиляция на этом участке. Все это снижает производительность труда.
Нагревательные печи имеют боковую выдачу нагретых слитков и слябов. Выдача производится специальными выталкивателями типа приводной тележки. Таким образом, процессы подачи и выдачи слитков и слябов из печи должны быть строго синхронизированы, в противном случае можно вывести из строя выталкиватель и даже разрушить стенку нагревательной печи.
Установленный на печах механизм для поворота слитков и способ транспортировки их по наклонному рольгангу в виде желоба не являются лучшим решением вопросов.
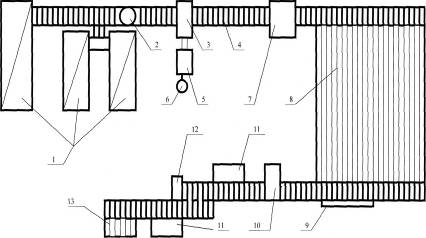
Рис. 1.1 Схема расположения основного оборудования на стане трио «2850»:
1-методические печи №1,2,3; 2-поворотный механизм; 3-прокатная клеть с подьемно-качающими столами; 4-рольганг; 5-шестеренная клеть; 6-электродвигатели; 7-правильная машина; 7-инспекторские столы №1,2; 9-разметочная машина; 10-гильотинные ножницы; 11-боковые ножницы; 12-клеймовочная машина; 13-листоукладчик.
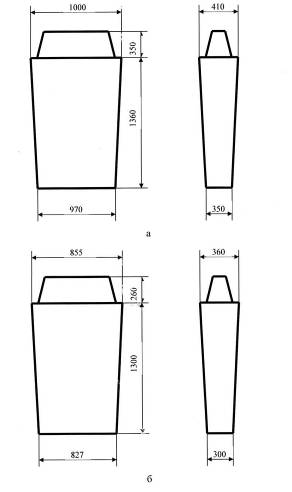
рис. 1.2 Основные размеры слитков: а- слиток 1-го типа, б- слиток 5-го типа.
Рабочая клеть стана "2850". Подъемно-качающиеся столы (далее ПКС) имеют большую массу, что приводит к использованию мощного и сложного оборудования. Затруднена настройка ПКС. ПКС имеют явно недостаточную длину, вследствие чего получается очень большой угол наклона относительно линии прокатки, особенно при прокатке по нижнему горизонту. Значительный уклон ПКС при подаче раската в клеть по нижнему горизонту часто приводит в первых проходах к произвольному скатыванию металла к валкам и захвату его до того, как раскат установлен в необходимое положение относительно валков.
Валки стана установлены на подшипниках скольжения. Материал подшипников- текстолит. Основным недостатком подшипников скольжения является их значительная упругая деформация и низкое допустимое удельное давление. Поэтому применение данного вида подшипников не может обеспечить необходимую точность прокатываемых профилей.
Стан «2850» не имеет систем автоматического регулирования толщины прокатываемых листов
Также рабочая клеть имеет малую жёсткость, а это сказывается на точности прокатки и на геометрии листа.
Листоправильная машина. Используемая листоправильная машина имеет 7 горизонтально расположенных роликов, диаметр ролика 360 мм. Данная листоправильная машина имеет низкую жесткость, что в свою очередь снижает качество и точность правки.
Ножницы торцевой резки. Для порезки торцевых кромок листа применяются ножницы гильотинного типа. Данный тип ножниц является крайне неудачным так как при порезке задней кромки, происходит изгиб заднего торца листа верхним ножом, по сечению лист получается "серповидным". Это приводит к затруднению при соединении торцов листов, а приводит к уменьшению стоимости продукции.
Участок по порезке сутунки находится во II пролете цеха, где сосредоточен основной комплекс оборудования и механизмов по разметке, порезке, клеймовке и складирования толстого листа. Также здесь находится участок по порезке толстого листа.
Вследствие этого на участке листоотделки постоянно загромождены проходы прокатанными листами и пакетами сутунки, что снижает в свою очередь темп порезки сутунки и толстого листа, а также ухудшает условие труда и технику безопасности рабочего и ремонтного персонала.
2. Анализ технологических схем производства толстого листа
Толстолистовые станы развиваются по пути изменения числа клетей от одно клетьевых к многоклетьевым- уменьшения толщины прокатываемых листов. Толстолистовые станы по числу клетей подразделяются на одно-, двух-, трех-, и четырехклетьевые.
Наибольшее распространение для прокатки толстолистовой стали получили двухклетьевые станы с расположением рабочих клетей друг за другом. Первая клеть является черновой, а вторая- чистовой.
Производительность таких станов больше производительности одноклетьевых. Листы получаются лучшего качества, так как чистовая клеть работает на подкате, очищенном от окалины в черновой клети. Кроме того, при прокатке листовой стали в черновой и чистовой клетях увеличивается продолжительность службы валков и, следовательно, уменьшается число их перевалок [2].
Рассмотрим существующие технологические схемы производства толстого листа из стали марки 18Х12Н10Т.