Курсовая работа: Разработка технологического процесса получения горячекатаного листа
здесь ![]() - коэффициент проникновения пластической деформации под вторым роликом.
- коэффициент проникновения пластической деформации под вторым роликом.
![]()
При определении электродвигателя для привода правильной машины, кроме мощности деформации пластического изгиба (формула 4.4), необходимо учесть потери мощности на трение в подшипниках ![]() и мощность трения качения роликов по полосе
и мощность трения качения роликов по полосе ![]() для п роликов, а также
для п роликов, а также ![]() к.п.д. редуктора шестеренной клети, имеющихся в линии привода машины:
к.п.д. редуктора шестеренной клети, имеющихся в линии привода машины:
![]() . (4.6)
. (4.6)
Потерь мощности на трение в подшипниках всех n рабочих роликов:
![]() (4.7)
(4.7)
![]() =87,3 кВт;
=87,3 кВт;
где ![]() - коэффициент трения в подшипниковых опорах роликов; для роликовых подшипников
- коэффициент трения в подшипниковых опорах роликов; для роликовых подшипников ![]() =0,005;
=0,005;
d — диаметр трения в подшипниковых опорах;
![]() - угловая скорость вращения роликов.
- угловая скорость вращения роликов.
Мощность трения качения роликов по полосе:
![]() , (4.8)
, (4.8)
![]()
где ![]() - коэффициент трения качения; с учетом возможного
- коэффициент трения качения; с учетом возможного
проскальзывания между роликами и полосой следует принимать ![]() =0,8... 1 мм для стальной полосы.
=0,8... 1 мм для стальной полосы.
![]()
Вывод: тип данной правильной машины для правки листа толщиной от 8 до 50 мм и шириной до 2600 мм полностью подходит для проектируемого стана.
4.3Ножницы торцевой резки
Рекомендуется заменить гильотинные ножницы на ножницы с катящимся резом для поперечной резки листового проката конструкции ОАО "КО ВНИИМЕТМАШ" (Россия, Санкт-Петербург) (рис.4.2).
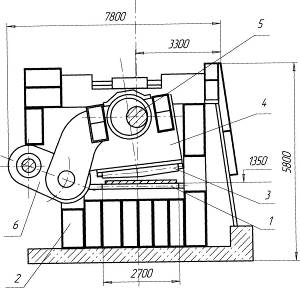
Рис.4.2. Ножницы бесшатунные однокривошипные с катящимся резом 1 - нижний нож; 2- станина; 3- верхний нож; 4- суппорт; 5- ксцентриковый вал; 6- коромысло.
Высокое качество резки без деформации кромок листа обеспечивается незначительным изменением малого угла резания и минимальным (постоянным) перекрытием ножей на всей длине реза.
Привод верхнего ножа осуществляется одним кривошипным валом на подшипниках качения. Привод кривошипного вала выполнен реверсивным. В процессе работы ножниц каждый рез происходит в направлении, противоположном предыдущему, это позволяет уменьшить величину холостого хода и тем самым, снизить устанавливаемую мощность привода на 15-29% и повысить экономию электроэнергии.
Основные характеристики ножниц приведены в табл. 4.2
Основные характеристики ножниц Таблица 4.2
| Наименование | Условное | Значение |
| обозначение | ||
| Разрезаемый лист: | ||
| толщина | мм | 4...50 |
| ширина | мм | до2500 |
| Усилие резания | кН | 9000 |
| Число ходов в минуту | 15 | |
| Угол резания | град | 2,67...3,0 |
| Мощность привода | кВт | 2x400 |
| Температура резки | °С | <700 |
Для измерения длины отрезаемых листов и их точной остановки, ножницы оснащены системой безупорного останова.
5. Разработка технологии прокатки
Основной заготовкой для производства листа марки 18Х12Н10Т размером 17x2020 являются слябы и слитки (рис. 1.2 а, б.).
Слитки поставляются открытыми вагонами МПС в сопровождении отвесной, где указывается номер плавки, марка стали по ГОСТ 380-94, количество и тип слитков, химический анализ стали, количество неполноценных слитков (недоливки, слитки с поясами и т. д.).