Курсовая работа: Разработка технологического процесса получения горячекатаного листа
Слябы поставляются открытыми вагонами МПС в сопровождении железнодорожной накладной с других заводов.
Порезка слябов на заготовки производится в соответствии с наряд -заданием. Каждая заготовка маркируется номером плавки и маркой стали.
Нагрев металла перед прокаткой
Посадка слитков или слябов в нагревательные печи производится поплавочно в соответствии с нарядом. Контролёр ОТК следит за правильностью учёта всада слитков, времени посадки. За время посадки принимается время захода металла под заслонку печи. Перед посадкой в нагревательные печи все слитки очищаются от грязи и мусора метлой или воздухом. Разделение плавок при посадке производится наложением металлической переложки на первый слиток плавки в каждом ряду. Проталкивание слитков производится после правильной укладки их на посадочной площадке.
Нагревательные печи № 1и 2 - методические, двухрядные, трехзонные, с нижним подогревом, с торцевой загрузкой и боковой выдачей;
полезная площадь пода, кв. м. -97,4;
длина активного пода, м. -28,0;
количество горелок, шт.-11.
Нагревательная печь № 3 - методическая, двухрядная, пятизонная, с торцевой загрузкой и боковой выдачей;
полезная площадь пода печи, кв. м. -120;
длина активного пода, м. -34,5;
количество горелок, шт -13.
Режим нагрева:
Топливо: смесь воздуха и природного газа.
Температурный режим печей и время нагрева представлены в табл. 5.1, 5.2, 5.3.
Таблица 5.1
Температурный режим по зонам при работе на природном газе
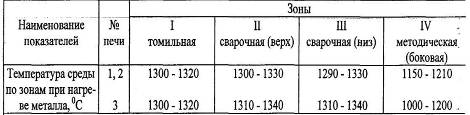
Таблица 5.2
Температурный режим по зонам при работе намазуте
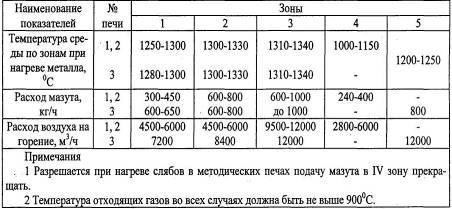
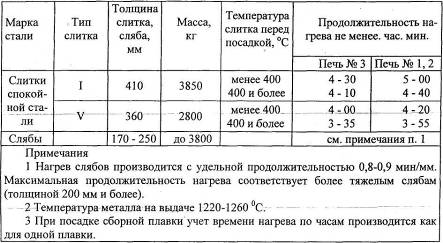
Таблица5.3
Продолжительность нагрева слитков и слябов
Продвижение металла в печи производится однорядными реечными толкателями с усилием 200 тонн. Выдача слитков осуществляется выталкивателем с усилием 12 тонн.
Контроль теплового режима печей осуществляется радиационными пирометрами ТЕРА-50 и электронными потенциометрами КСПЭ-П, предел измерения от 700С до 1500 С, цена деления 20 С. Давление в печи контролируется тягонапорометром ТММП-12, предел измерения от 0-0,6 кПа (0 до 60 кгс/м), цена деления 10 Па -1,0 кгс/м) и напорометром НБП-52, предел измерения от 0 до 1 кПа, цена деления 0,1 кПа [3].
Прокатка листов
После нагрева слитки или слябы выдают на поворотный стол, расположенный между печами, а далее транспортируют на приводной рольганг, подающий металл непосредственно к прокатной клети. Поступившие слитки после снятия конусности раскатывают до получения необходимой ширины, а затем в длину.
Температура начала прокатки определяется после удаления окалины, т. е. после второго - шестого пропуска и должна быть не менее 1150 °С. Непрогретые, а также остывшие слитки к прокатке не допускаются. Температурой конца прокатки считается температура в последнем пропуске перед проглаживанием [2]. Для предупреждения образования царапин на нижней стороне листов проводки рабочих валков должны быть подобраны по высоте. Все неровности проводок обязательно зачищаются наждачным камнем.