Курсовая работа: Разработка технологического процесса получения горячекатаного листа
Валки стана установлены на четырехрядных ролико-подшипниках. Смазка шеек валков производится густой смазкой П-28 от автоматической станции.
Уравновешивание валков гидравлическое при помощи восьми цилиндров, расположенных в подушках нижних валков и работающих на распор подушек. Рабочей жидкостью является масло-водяная эмульсия.
Рабочая клеть оборудована нажимным механизмом комбинированного гидромеханического типа [5].
4.2 Правильная машина
Используемая листоправильная машина имеет 7 горизонтально расположенных роликов, диаметр ролика 360 мм. Данная листоправильная машина имеет низкую жесткость, что в свою очередь снижает качество и точность правки.
Предлагается заменить существующую листоправильную машину на 7-роликовую листоправильную машину конструкции УЗТМ(рис.4.1)
Машина предназначена для горячей правки толстых листов ширина до 2600 мм и толщиной в до 50 мм.
В машине предусмотрено пять приводных рабочих роликов 2 диаметром 400 мм(два средний вверху и три внизу): верхние крайние ролики 4 диаметром 450 мм неприводные и предназначены для правильного направления металла и устранения общей кривизны выходного листа; эти ролики перемещаются независимо в вертикальном направлении при помощи нажимных винтов. Для уменьшения прогиба рабочих роликов к ним предварительно прижимают опорные ролики 3 диаметром 650 мм. Верхние ролики смонтированы в верхней подвижной траверсе 1; нижние - в нижней траверсе 5, опирающейся на фундамент. В нижней траверсе по углам смонтированы четыре жесткие колонны 6 диаметром 320мм.
Для установки необходимого раствора между рабочими роликами верхняя траверса с роликами перемещается параллельно по вертикали при помощи червячных передач 7, установленных на концах колонн и приводимых от электродвигателя 8 мощностью 220 кВт, скорость перемещения 20мм/сек.
Рабочие ролики приводятся в движение пятью универсальными шпинделями, соединенными с комбинированным редуктором-шестеренной клетью. Скорость правки составляет 0,4...0,8 м/с[6].
Определение усилий на ролики при правке листа [7].
Контактное напряжение на роликах:
![]() (4.1)
(4.1)
где b - ширина листа, мм;
R - радиус ролика, мм;
Е - модуль упругости материала валка;
![]() - предел текучести материала листа, подвергаемого правке, МПа;
- предел текучести материала листа, подвергаемого правке, МПа;
Р - максимальное давление на ролик, кН.
![]() (4.2)
(4.2)
Р =2,478МН.
Мощность и крутящий момент на всех роликах (кроме первого и последнего, которые не изгибают полосу) при правке полосы со скоростью v можно определять по формулам:
![]() (4.3)
(4.3)
![]()
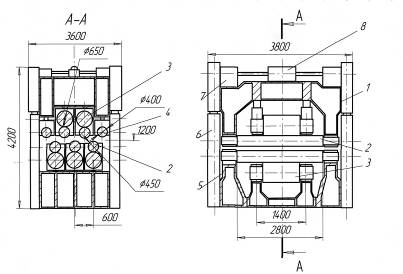
Рис.4.1 Листоправильная 7-роликовая машина 50х2600мм для горячей правки толстых листов:
1- верхняя траверса; 2- рабочий ролик; 3- опорный ролик; 5- нижняя траверса; 4- крайний не приводной ролик; 6- жесткая
колонна; 7- червячный редуктор; 8- электродвигатель.
![]() (4.4)
(4.4)
где ![]() - результирующий (суммарный) коэффициент пластической деформации при правке полосы
- результирующий (суммарный) коэффициент пластической деформации при правке полосы