Курсовая работа: Разработка технологии изготовления валов
В) Определение приведенных затрат по вариантам.
Обработка шпоночной канавки вала производится на вертикально-фрезерном консольном станке (041611) с размерами рабочей поверхности 100Х400 модели 6102 или на горизонтально-фрезерном консольном станке (041621) с размерами рабочей поверхности 160Х630 модели 6Н804Г.
а) Расчет потребности оборудования Qp по вариантам техпроцесса: 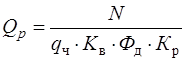 – расчетное число станков.
– расчетное число станков.
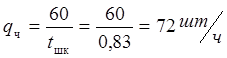
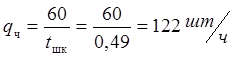
Часовая производительность  шт/ч
шт/ч
Фд = 4015 ч/год – действительный фонд времени при двухсменной работе
Кв = 1,1 – коэффициент, учитывающий выполнение норм
Кр – коэффициент, учитывающий затраты времени на ремонт оборудования
Кр = 1 – 0,01 ×ГР , где ГР – группа рементной сложности оборудования
ГР = ГРм + 0,25ГРэ , ГРм – механической части, ГРэ - электрической [5, табл.8.1]
Кз – коэффициент загрузки каждого типа станка
Кз = Q p / Q п , где Q п – принятое целое значение числа станков, ближайшее большее к расчетному Q p .
1) При обработка шпоночной канавки вала на вертикально-фрезерном консольном станке (041611) с размерами рабочей поверхности 100Х400 модели 6102
ГР = ГРм + 0,25ГРэ = 6,5 + 0,25∙3 = 7,25
Кр = 1 – 0,01 ×ГР = 1 – 0,01∙7,25 = 0,9275

Кз = Q p / Q п = 0,03/1 = 0,03
2) При обработка шпоночной канавки вала на горизонтально-фрезерном консольном станке (041621) с размерами рабочей поверхности 160Х630 модели 6Н804Г.
ГР = ГРм + 0,25ГРэ = 7 + 0,25∙3 = 7,75
Кр = 1 – 0,01 ×ГР = 1 – 0,01∙7,75 = 0,9225

Кз = Q p / Q п = 0,02/1 = 0,02
б) Расчет себестоимости вариантов технологических операций
1) При обработка шпоночной канавки вала на вертикально-фрезерном консольном станке (041611) с размерами рабочей поверхности 100Х400 модели 6102
Цеховая себестоимость изготовления одной детали:
![]() , руб/дет, где
, руб/дет, где
Сцч – цеховая себестоимость часа работы станка, коп/ч.
Цеховая себестоимость изготовления всех N = 9000 деталей за год: