Курсовая работа: Технологическая оснастка для механической обработки детали Кронштейн
В операции 020 – слесарная, производиться опиловка заусенцев и скругление острых кромок R0,6 бормашиной ПМ34-150 с использованием борфрезы Р6М5 ГОСТ 22138-76.
В операции 025 – сверлильная, на сверлильном станке модели 2М112 с использованием кондуктора производиться обработка двух базовых отверстий ø9Н9; переход 1 – сверление двух отверстий ø8, сверло ø8 Р6М5 ГОСТ 10903-77; переход 2 – зенкерование двух отверстий ø8,7, зенкером ø8,7 Р6М5 ГОСТ 2255-71; переход 3 – развертывание двух отверстий ø9Н9, разверткой ø9Н9 Р6М5 ГОСТ 883-80, контроль проводится калибр - пробкой ø9Н9 ГОСТ 14810-69.
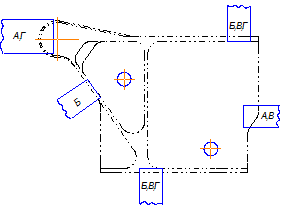
В операции 030 – фрезерная, проводится фрезерование наружного и внутреннего контура с одной стороны на фрезерном станке с ЧПУ модели МА655СМН с использованием специального фрезерного приспособления, которое необходимо спроектировать. Обработка производится за четыре установа, шесть переходов и два прохода.
Установ А. Переход 1 – фрезерование наружного контура окончательно, кроме уха и правого торца концевой фрезой ø28, R0,5, l 50 , Р6М5 ГОСТ 23247-78.
Установ Б. Переход 2 – фрезерование контура уха окончательно, фрезерование правого торца окончательно концевой фрезой ø16, R0,5, l 50, Р6М5 ГОСТ 23247-78.
Установ В. Переход 3 – фрезерование плоскости уха, торца ребра и полки концевой фрезой ø28, R4, l 30, Р6М5 ГОСТ 23247-78.
Переход 4 – фрезерование фаски по контуру уха угловой фрезой ø20, ![]() 45°, Р6М5.
45°, Р6М5.
Установ Г. Переход 5 – фрезерование плоскости стенки в карманах окончательно концевой фрезой ø28, R4, l 30, Р6М5 ГОСТ 23247-78.
Переход 6 – фрезерование внутреннего контура окончательно концевой фрезой ø16, R4, l 30, Р6М5 ГОСТ 23247-78.
Контроль производится посредством ШК, штангенциркуля ШЦ-I-125-0,1 ГОСТ 166-89, стенкомера С-10Б-0,1 ГОСТ 11358-89, радиусамера ГОСТ 4126-82 и фаскамера МН 5091-6098
Схема установок
1.3 Выбор элементов базирования и зажима заготовки
Для полного базирования заготовки в приспособлении элементы базирования должны лишить заготовку шести степеней свободы (правило “шести точек”). В качестве установочной базы принимается ступенчатый ложемент в виде плиты, конфигурация которого должна соответствовать конфигурации детали. Ложемент лишает заготовку трёх степеней свободы. В качестве направляющей базы принимается цилиндрический палец ø9f7, который лишает заготовку двух степеней свободы. И, наконец, срезанный палец ø9f7 лишает заготовку шестой степени свободы, выполняя функцию опорной базы. Указанные пальцы запрессованы в ложемент.
Для ориентации приспособления относительно координатных осей стола станка в плиту приспособления запрессовываются два цилиндрических пальца: ø30g6, который войдет в центральную втулку стола станка и ø22g6, который войдет в центральный паз стола.
Для зажима заготовки применяются плоские прихваты в количестве пяти штук, расположенные по контуру заготовки и работающие от гидроцилиндров толкающего типа.
1.4 Схема нагрузок
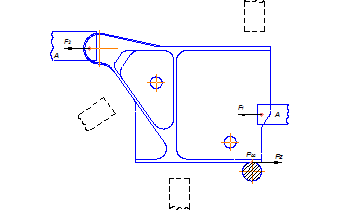
Схема нагрузок составляется для определения силы зажима заготовки W. Для построения схемы нагрузок вычерчивается упрощенный контур детали, относительно которого располагаются прихваты, которые обеспечивают зажим заготовки в данном установе, остальные прихваты показывают смещенными относительно заготовки. Причем выбирается тот установ, при котором работает минимальное количество прихватов, а главная сила резания Pz максимальна (черновое фрезерование при большой ширине фрезерования В). Показывается фреза с векторами сил резания Pz и Pос в том месте, где они максимальны. Сила Pос за счет правой винтовой канавки фрезы стремится оторвать заготовку от ложемента.
В точках зажима прихватами показывают векторы сил трения на станках между ложементом и заготовкой F1, F2 и т.д., которые создаются при зажиме прихватами направленные встречно силе Pz.
Схема нагрузок
1.5 Расчет силы зажима
Если расчет вести обычным способом при большом количестве работающих прихватов, получится статически неопределимая система. Поэтому расчет ведется по типу расчета заклепочных соединений.
Составляется уравнение сил, на схеме нагрузок:
(Pz+Poc·f)·Кз=с1 ·F1 +c2 ·F2
Тогда из уравнения определяется сила зажима заготовки W:
![]()
![]()
Pz – максимальная сила резания, согласно заданию 890 Н;
ω - подъема винтовой канавки концевой фрезы для обработки материала В95пч фрезой из быстрорежущей стали Р6М5 – ω= 30°;
f - коэффициент трения на стыке между ложементом и заготовкой, f=0,15;
![]() - коэффициент запаса, учитывает степень затупления, колебание припуска при обработке за счет износа штампа, твердость и вязкость материала детали;
- коэффициент запаса, учитывает степень затупления, колебание припуска при обработке за счет износа штампа, твердость и вязкость материала детали; ![]() =2,5;
=2,5;
с1 и c2 – коэффициенты, которые учитывают нагружение прихватов;
с1 – всегда равен 1;
с2 =1/2.
Последующие коэффициенты определяются по формуле: