Курсовая работа: Технологическая оснастка для механической обработки детали Кронштейн
к – порядковый номер работающего прихвата;
n – общее количество работающих прихватов в установе.
![]()
1.6 Определение размеров элементов зажима заготовки
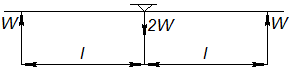
Исходя из прочности материала шпильки и при одинаковой длине плеч прихвата b, диаметр резьбы шпильки определяется по формуле:
![]()
W – сила зажима – 1013 кг
![]() - допускаемое напряжение на растяжение для шпилек из стали 45 - 1700 кг/см2 , из стали 40Х - 2500 кг/см2
- допускаемое напряжение на растяжение для шпилек из стали 45 - 1700 кг/см2 , из стали 40Х - 2500 кг/см2
Принимается шпилька с резьбой М16.
1.6.2. Определение размеров прихвата.
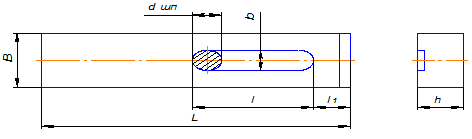
Ширина прихвата B принимается (3…3,5)dшп
B=3·dшп =3·16=48 мм
Высота прихвата h принимается (1,1…1,3)dшп
h=1,2·dшп =1,2·16=19 мм
Ширина прихвата L принимается (6…10)dшп
L=7·dшп =7·16=112 мм
Ширина паза b= dшп =16 мм
Длина паза зависит от величины смещения прихватов при выполнении установа.
l = dшп +c=16+39=55 мм
с – максимальная величина смещения прихватов с = Dмакс +к+1=28+10+1=39 мм
Dмакс – максимальный диаметр фрезы – 28 мм
к – максимальная длина контакта прихвата с заготовкой – 10 мм (в установах А и Б)
Размер l 1 определяется при выполнении компоновки, он должен быть ≥ 6 мм.
По ГОСТ 12937-67 принимаются плоские передвижные прихваты.
1.7 Выбор гидроцилиндров
Гидроцилиндры по сравнению с пневмоцилиндрами имеют следующие преимущества: развивают большую силу зажима при минимальных диаметральных размерах; высокая стабильность силы зажима, что даёт возможность исключить погрешность закрепления; высокое быстродействие.
Для данной схемы закрепления заготовки принимаются толкающие гидроцилиндры двухстороннего действия.
Определяем диаметр цилиндра по формуле:
![]()
D – диаметр цилиндра - см