Курсовая работа: Технологический процесс изготовления детали "Вал-шестерня"
Электродуговые печи (рис.2.2) обеспечивают низкий угар легирующих элементов и высокий перегрев расплава, необходимый для растворения ферросплавов. Поэтому они нашли широкое применение для выплавки сталей специального назначения, таких, как инструментальные, нержавеющие, жаропрочные и т.д. Сама печь состоит из подины, выложенной огнеупорным кирпичом 17 и футерованной внутри огнеупорной массой 18. Сверху располагается свод печи 20 с отверстиями для ввода графитовых электродов 21. Это печи с так называемой зависимой дугой, т.е. дуга 22 горит не между электродами, а между электродами и металлом.
В зоне горения дуги температура достигает 7000 ° С, что обеспечивает проплавление шихты под электродами в виде колодцев, в которые скатываются остатки твердой шихты удаленных от электродов зон. Шихта 24 может быть твердой или смешанной – скрап и жидкий чугун. Для загрузки шихты удаляется свод или выкатывается подина. Необходимые по ходу плавки добавки вводят через окно 23, а готовую сталь сливают по футерованному желобу 19, для чего вся печь наклоняется в сторону металлической летки. Емкость печей достигает 400 тонн. В них получается качественный, хорошо раскисленный металл с низким содержанием вредных примесей и неметаллических включений. Перевод на электроплавку сдерживается высокой стоимостью электроэнергии и сложностью системы питания печи электричество.
2.2.2 РАФИНИРОВАНИЕ СТАЛИ
Присутствующие в стали неметаллические включения и газы резко снижают ее прочностные и эксплуатационные характеристики. В связи с этим разработано большое количество способов очистки стали, которые можно разделить на две группы. К первой относятся методы, которые предусматривают рафинирующую обработку после выпуска стали из печи перед ее разливкой.
Электрошлаковый переплав (рис. 2.3) считается наиболее эффективным методом рафинирования, так как после него содержание серы снижается до 0.005%, а количество оксидов и сульфидов снижается вдвое. Для начала процесса на медный поддон 7 устанавливают расходуемый электрод 9 и водоохлаждаемую изложницу 8. В зазаор между ними засыпается флюс, содержащий Al2 O3 , CaO и СаF2 . При включении тока между поддоном и электродом загорается электрическая дуга, которая расплавляют флюс.
Расплав флюса гасит дугу, и процесс автоматически переходит в электрошлаковый, при котором тепло выделяется за счет электросопротивления шлака. Электрод из обычной стали расплавляется в шлаке и капли 11, проходя через слой шлака 10, очищаются от примесей и скапливаются под шлаком в виде ванночки 12, питающей растущий вверх слиток 13.
2.2.3 РАЗЛИВКА СТАЛИ
Наиболее прогрессивной считается разливка стали на машинах непрерывного литья заготовок (МНЛЗ) рис. 2.4. В этом случае сталь из сталеразливочного ковша через промежуточный ковш 9, обеспечивающий равномерность подачи расплава, создавая запас времени для замены сталеразливочного коша с расплавом, поступает в водоохлаждаемый кристаллизатор 10, проходя через который сталь частично затвердевает, образуя корочку на поверхности, граничащей со стенками кристаллизатора, и опускается в зону вторичного охлаждения, где опорные ролики11, повторяющие конфигурацию слитка, снаружи опрыскиваются водой из системы орошения 12.
Ниже опорных располагаются тянущие ролики 13, обеспечивающие равномерность удаления из кристаллизатора слитка 14. Ацетиленокислородные резаки 15 позволяют разрезать непрерывно подаваемый слиток на мерные длины, которые поступают на прокатку. Слитки, получаемые на МНЛЗ, не имеют усадочных раковин, более однородны по химическому составу, однако на их поверхности часто образуются трещины, связанные с перепадом температур по сечению и большими усилиями вытяжки слитка из кристаллизатора.
3. ТЕХНОЛОГИЯ ПОЛУЧЕНИЯ ЗАГОТОВКИ
3.1 ВОЗМОЖНЫЕ СПОСОБЫ ПОЛУЧЕНИЯ ЗАГОТОВКИ
Обработкой металлов давлением (ОМД) называют группу технологических процессов, в результате которых под влиянием приложенных внешних сил происходит изменение формы заготовок без нарушения их сплошности.
Основной задачей всех видов обработки давлением является придание металлу желаемой формы посредством процесса пластической деформации. В результате пластической деформации изменяются не только форма и размеры заготовки, но структура и свойства исходного металла.
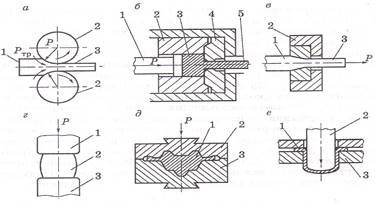
В промышленности применяют шесть основных видов обработки давлением: прокатку, прессование, волочение, ковку, объемную штамповку и листовую штамповку. Схемы этих видов приведены на рисунок 3.1.
 |
|
Рисунок 3.1 - Виды обработки металлов давлением: а – прокатка (1 –заготовка, 2 – валок 3, – изделие); б – прессование (1 – пуансон, 2 – контейнер, 3 – заготовка, 4 – матрица, 5 изделие); в – волочение (1 – заготовка, 2 – волока, 3 – изделие); г – ковка (1, 3 – верхний и нижний бойки, 2 – заготовка); д – объемная штамповка (1 – заготовка, 2,3 – верхняя и нижняя половины штампа); е – листовая штамповка (1 – заготовка, 2 – пуансон, 3 – матрица) |
3.2 ВЫБОР ЭФФЕКТИВНОГО СПОСОБА ПОЛУЧЕНИЯ ЗАГОТОВКИ
Так как задано единичное производство, то целесообразно использовать сортовой прокат - круглый пруток Ø82.
Прокаткой называют вид обработки давлением, при котором металл пластически деформируется вращающимися гладкими или имеющими соответствующие канавки (ручьи) валками. Взаимное расположение валков и заготовки, форма и число валков могут быть различными. При этом получают прокат – готовые изделия или заготовки для последующей обработки ковкой, штамповкой, прессованием, волочением или резанием. В прокат перерабатывают до 80% всей выплавляемой стали и большую часть цветных металлов и сплавов, его используют в строительстве, машиностроении и других отраслях промышленности.
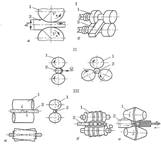
Существуют три основных вида прокатки: продольная, поперечная и поперечно-винтовая (косая) (рисунок 3.2). При продольной прокатке 1 заготовка 2 деформируется между гладкими или имеющими калибры валками 1, вращающимися в противоположные стороны, и перемещается перпендикулярно к осям валков.
При поперечной прокатке II валки 1 вращаются в одном направлении и оси их параллельны, а заготовка 2 деформируется ими, вращаясь вокруг своей оси.
|
Рисунок 3.2 - Основные виды прокатки: 1 – продольная прокатка: а – в гладких валках б – в калибрах; 11 – поперечная прокатка; |
111 – поперечно-винтовая прокатка: а – в гладких валах б – в спиральных валках в – винтовая проката труб
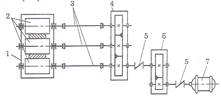
Рисунок 3.3 - Кинематическая схема прокатного стана

Рисунок 3.4 - Классификация рабочих клетей: а – дуо; б – трио сортовые; в – трио листовые; г – кварто листовые; д – кварто для прокатки; е – шестивалковая; ж – двацативалковая; з – универсальная; и – колесопрокатная