Курсовая работа: Технологический процесс изготовления детали вала
2. Метод неполной взаимозаменяемости:
Тср = 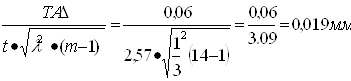
при Р=1% - процент брака, для которого:
t=2.57 – коэффициент риска;
λ2 =1/3 – коэффициент относительного рассеивания для мелкосерийного производства (закон Симпсона).
Вывод: Переход на метод неполной взаимозаменяемости позволил расширить средний допуск на составляющие звенья, однако он по-прежнему является «жестким».
3. Метод регулировки с неподвижным компенсатором:
Расширенный допуск замыкающего звена
(экономически целесообразный)
![]() 0.35 мм
0.35 мм
Величина компенсации
![]() 0.29 мм
0.29 мм
Число групп компенсации

![]()
Предельные отклонения замыкающего звена без учета звена компенсатора.


Предельное отклонение компенсатора
![]()
![]()
Определяем величину ступени компенсации, определяющую разность между размерами компенсаторов каждой последующей ступени.
Р = (Δв’ Δ – Δн’ Δ )/N = (0,445+0,065)/7 = 0,07 мм.
Таблица предельных отклонений групп компенсаторов.
| Номер группы |
мм |
мм |
| 1 | 0,445 | 0,355 |
| 2 | 0,375 | 0,285 |
| 3 | 0,305 | 0,215 |
| 4 | 0,235 | 0,145 |
| 5 | 0,165 | 0,075 |
| 6 | 0,095 | 0,005 |
| 7 | 0,025 | -0,065 |
Вывод: таким образом, требуемая точность замыкающего звена в размерной цепи достигается путем подбора из семи групп необходимой прокладки-компенсатора. Данная задача решается методом регулировки, так как этот метод экономически оправдан.