Курсовая работа: Технологический процесс изготовления детали вала
При разработке технологического процесса сборки изделия необходимо стремиться достичь экономичным путем соответствие собранного изделия его служебному назначению. Для этого технологический процесс должен обеспечивать, прежде всего, соблюдение технических требований к изделию при минимальных затратах на сборку и при высокой производительности производственного процесса.
Ранее принятое решение о виде организации производственного процесса сборки изделия должно быть дополнено выбором формы организации. И поточное и непоточное производство может быть как стационарным, так и подвижным.
На основании заданной программы выпуска валов (N=800 штук в год) и рассчитанной величины такта (Т=290,7 мин), тип производства будет мелкосерийный. В общем случае этот тип производства характеризуется периодическим изготовлением разнообразных изделий ограниченной номенклатуры и малых объемов выпуска, одновременно запускаемых в производство партиями, регулярно повторяющимися через определенные промежутки времени.
Выбираем непоточную стационарную сборку. Непоточная стационарная сборка характеризуется тем, что собираемый объект от начала и до конца сборки остается на одном рабочем месте. Сборку ведут рабочий или бригада рабочих. Все необходимые детали и сборочные единицы доставляются на рабочее место. Выполнение сборочных работ распределяется между рабочими и бригадами бригадиром и мастером участка. Для облегчения труда рабочих рабочие места или стенды оснащаются универсальными приспособлениями и подъемно-транспортными средствами. Оборудование (станки, прессы и др.), используемое при сборке, размещают так, чтобы оно было доступно для рабочих с разных рабочих мест.Выбор вида и формы организации сборки на данном этапе разработки технологического процесса следует считать предварительным. Уточнение выбора последует после того, как будут выбраны оборудование и технологическая оснастка для сборочного цеха и проведено нормирование сборочных работ.
3.Разработка технологического процесса изготовления детали
3.1 Служебное назначение детали
Вал предназначен для передачи крутящего момента или в качестве опор.
В процессе эксплуатации вал подвергается воздействию нагрузок, работает при больших скоростях и средних давлениях. Цементируемая деталь с высокой твёрдостью и невысокой прочностью сердцевины. Поэтому можно сделать вывод, о том, что материал и термообработка должны обеспечить высокую прочность детали, износостойкость рабочих поверхностей. Поэтому в качестве материала принята сталь 20Х ГОСТ 4543-71.
3.2 Анализ технических требований на деталь и ее технологичности
Чертёж детали
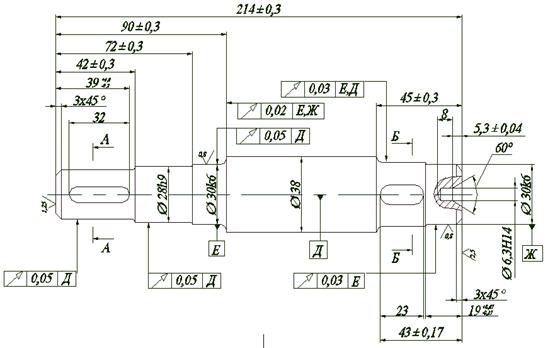
Проанализировав чертеж детали, можно сделать вывод о том, что деталь является технологичной. Конструкция имеет поверхности, удобные для базирования и закрепления при установке на станках. Доступность всех поверхностей для обработки на станках и непосредственного измерения. Конструкция детали обеспечивает нормальный вход и выход режущего инструмента.
Технические требования на деталь:
· обеспечить радиальное биение поверхностей Æ 28h9, Æ 30k6 относительно базы Д, в пределах 0,05 мкм;
· обеспечить радиальное биение поверхности Æ30k6 относительно базы Е, в пределах 0,03 мкм;
· обеспечить симметричность боковых поверхностей шпоночных пазов относительно оси вала, в пределах 0,1 мкм;
· шероховатость наружной цилиндрической поверхности 0,8 мкм;
· шероховатость торцев 1,25 мкм.
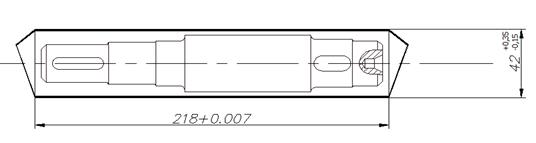
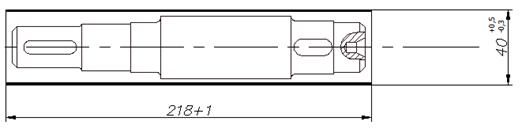
3.3 Выбор вида и способа получения заготовки. Назначение припусков на обработку
Рассмотрим два метода получения заготовки вала:
1. Поковка
Припуски и допуски на поковку из углеродистых и легированных сталей при ковке на молотах устанавливают по ГОСТ 7829-70. Припуски на деталь принимаем 2 мм на сторону. Припуск на длину поковки составляет 5 мм (по 2,5 мм с каждой стороны).
Коэффициент использования материала: КИМ = ![]()
2. Прокат
Выбираем пруток Ø40 мм из горячекатаной стали круглого профиля ГОСТ 2590-71.
Коэффициент использования материала: КИМ = ![]()
Несмотря на то, что коэффициент использования материала у поковки выше, выбираем заготовку из проката, так как себестоимость проката ниже, чем у поковок, которые требуют изготовления специального штампа.