Курсовая работа: Технология изготовления секции настила рефрижераторного судна
5. Габаритные размеры, мм
длина 1280
ширина940
высота760
6. Масса, кг0,7
Для вырезки люка из листа используем ручную машину для кислородной резки ТО1 [9]
Технологические параметры
1. Толщина разрезаемого металла, мм 5-70
2. Скорость резки, мм/мин 150-800
3. Горючий газ: ацетилен, пропан, природный газ
5. Разработка техпроцесса
1. Перед сборкой листы укладываются на опорные ролики электромагнитного стенда и выставляются так, чтобы стыки были расположены по осям флюсоподушек. После этого опорные ролики опускаются, включаются электромагниты, а затем поджимаются флюсоподушки. После этого проверяется плотность поджатия листов. [15]
2. Сборка ведется полуавтоматом для дуговой сварки в углекислом газе А1698 с помощью прихваток 20±5/200±10.
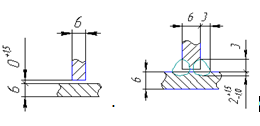
3. Собранное изделие сваривается при помощи портала ПТ1, снабженного сварочной головкой А-1408. Сначала свариваются стыковые швы (рис. 8), затем прерывистым швом 50±5/150±10 тавровые швы (рис. 9).
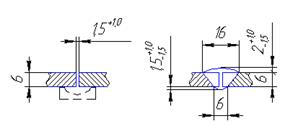
Рис. 8 Стыковое соединение без скоса кромок
Обозначение шва.
а) б)
Рис. 9. Тавровое соединение:
а) Подготовка кромок; б) Сварное соединение.
Обозначение шва.
![]()
4. Контролировать тавровые швы визуально, стыковые швы – капиллярной дефектоскопией цветным методом контроля.
5.1 Характеристика и особенности сварки применяемых материалов
В данной конструкции применяется конструкционная низкоуглеродистая сталь обыкновенного качества ВСт3сп.
Таблица 2. Состав низкоуглеродистой стали ВСт3сп по ГОСТ 380-71, %.
| Марка стали | С | Mn | Si | P | S | Cr | Ni | Cu | As |
| не более | |||||||||
| ВСт3сп | 0,14-0,22 | 0,4-0,65 | 0,12-0,3 | 0,04 | 0,05 | 0,3 | 0,3 | 0,3 | 0,08 |
Сталь ВСт3сп относится к числу хорошо сваривающихся металлов. Для этой стали технологию сварки выбираем из условия обеспечения достижения равнопрочности сварного соединения с основным металлом и отсутствие дефектов в сварном соединении. Для этого механические свойства металла шва, околошовной зоны и сварного соединения в целом должны быть не ниже минимальных механических свойств основного металла. В металле швов не должно быть трещин, непроваров, пор, подрезов и других дефектов. Сварное соединение должно быть стойким против перехода в хрупкое состояние. Для обеспечения необходимых механических свойств металла шва и высокой стойкости против кристаллизационных трещин и пор при сварке применяют сварочные проволоки Св-08ГС или Св-08Г2С, легированные кремнием и марганцем. Серьезное влияние на свойства шва оказывает качество углекислого газа. Повышенное содержание в нем водяных паров и воды способствует образованию пор даже при хорошей защите дуги от воздуха. При применении углекислого газа и сварочной проволоки соответствующего состава поры в швах не образуются. Устойчивое горение дуги достигается при плотности тока свыше 100 А/мм2 . [10]
В качестве присадочного материала применяем проволоку Св-08Г2С по ГОСТ 2246-70, она достаточно легирована кремнием и марганцем и по содержанию углерода более подходит к стали ВСт3сп. При сварке стали ВСт3сп этой проволокой поры исключаются.