Курсовая работа: Выбор оборудования для выполнения закрепок при изготовлении школьного жилета и проектирование механизма иглы
Этапы IV, V. Челнок продолжает рабочий ход. Петля игольной нитки переходит с основания носика челнока на крылышко Г и скользит по поверхности шпульного колпачка и задней стенке челнока.
Челнок вместе со шпульным колпачком проходит в петлю игольной нитки.
Этап VI. Челнок, повернувшись на угол 206–210°, начинает движение против часовой стрелки под действием бойкаМ двигателя челнока. Нитепритягиватель, двигаясь вверх, начинает сбрасывание петли с челнока. Петля скользит по крылышкуГ челнока.
Этап VII. При дальнейшем повороте челнока против часовой стрелки петля под действием нитепритягивателя проходит в зазоре между челноком и бойком М двигателя челнока, а затем через окно в корпусе челнока выходит из челночного устройства. Челночная нитка при этом втягивается в материал, а нитепритягиватель затягивает стежок.
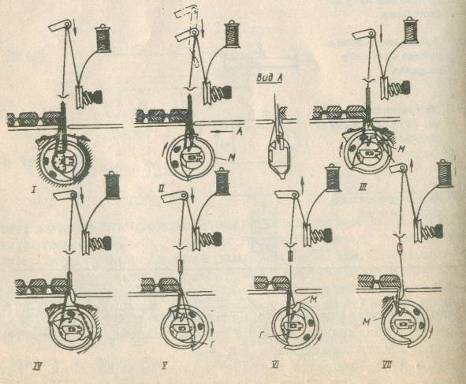
Рис. 2.Процесс образования стежка на машине-полуавтомате 1820 кл.
5. Выбор машины, краткое описание конструкции машины
Короткошовные полуавтоматы конструктивно-унифицированного ряда 1820кл. применяются для настрачивания эмблем, этикеток, закрепления шлиц и др., а также для выполнения закрепок на карманах, на петлях и при прикреплении шлевок к брюкам.
Таблица 1. Характеристика короткошовных полуавтоматов КУР-1820 кл.
| Класс | Назначение | Эскиз строчки | Размеры строчки,мм | Количество уколов в конце строчки |
| 1820–2 | Для выполнения строки сложной конфигурации размером 20х22 мм |  |
а=20 в=22 | 40 |
| 1820–3 | Для выполнения Г-образной строки размером 25х35 мм |  |
а=25 в=35 | 32 |
|
1820–4 1820–5 1820–8 1820–13 |
Для выполнения прямой строчки размером: 16 мм 30 мм 5 мм 20…40 мм |  |
а=16 а=30 а=5 а=20…40 |
20 28 14 К-во Просмотров: 370
Бесплатно скачать Курсовая работа: Выбор оборудования для выполнения закрепок при изготовлении школьного жилета и проектирование механизма иглы
|