Курсовая работа: Выделение формовочного песка из использованных литейных форм
Разъемную модель (рис.4):
1 - верхнюю половину модели;
2 = нижнюю половину модели;
3 – стержневой ящик из двух половин; см. также рис.3;
4 – подмодельную плиту;
5 - опоку;
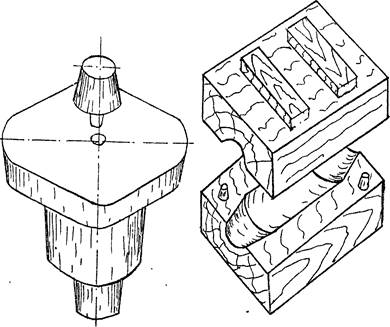
Рис.3
.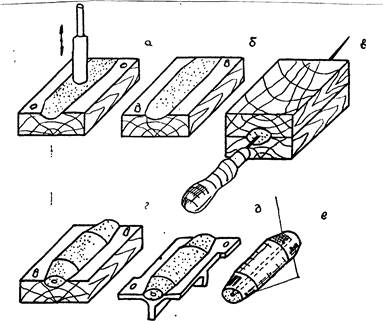
Рис.4
Стержни изготавливают (рис.4) путем уплотнения стержневой смеси стержневом ящике с последующей выкладкой стержня на сушильную плиту и сушку при температуре I50...300 °С. После отделки стержня (зачистки заусенцев и окраски) стержни проставляют в литейную форму только в сухом состоянии, чтобы предотвратить образование брака по газовым раковинам.
Изготовление песчаных форм вручную
Литейные формы из формовочных смесей изготавливают следующим образом:
· уплотняют формовочную смесь для получения точного отпечатка модели в полуформе и придания необходимой прочности смеси;
· выполняют в каждой полуформе вентиляционные каналы для выхода из полости формы образующихся газов и паров при заливке расплавленного металла; извлекают модели из полуформ;
· отделывают полуформы и собирают их в литейную форму.
Литейную форму изготавливают вручную по разъемной модели в такой последовательности (рис.5):
o на модельную плиту 3 устанавливают нижнюю половину модели отливки I, модели питателей 4 и опоку 5;
o в опоку засыпают формовочную смесь, которую уплотняют;
o опоку поворачивают на 180°, устанавливают верхнюю половину модели отливки 2, модели шлакоуловителя 9, стояка с литниковой чашей 8 и выпоров 7;
o по центрирующим штырям устанавливают верхнюю опоку 6, засыпают формовочную смесь и уплотняют;
o после извлечения моделей стояка и выпоров форму раскрывают;
o из полуформ извлекают верхнюю и нижнюю половины модели отливки и модели питателей и шлакоуловителя;
o в нижнюю полуформу устанавливают стержень 10 и накрывают нижнюю полуформу 12 верхней;
o расплав заливают в литниковую чашу до тех пор, пока из выпоров не появится расплав; расплав выдерживается в песчаной форме до полного затвердевания.
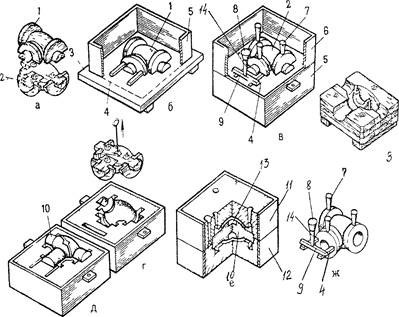
Рис.5
На рис.5 представлена последовательность изготовления отливки “Вентиль”. На рис. 6 представлены: модель отливки (черные-стержневые знаки); отливка без литников (внешняя конфигурация); отливка в разрезе (внутренняя конфигурация); литая деталь (отливка после механической обработки).
После выбивки получают отливку с литниками (рис.4, ж): литники выпоров (7), литник стояка (14 ) с литниковой чашей (8), литник питателя (9), литник шлакоуловителя (4).
Оценивается качество отливки - определяется наличие или отсутствие:
· Недоливов, спаев;
· Усадочных раковин;
· Пригара;
· Песчаных раковин;
· Газовых раковин;