Курсовая работа: Выделение формовочного песка из использованных литейных форм
На третьей стадии, если ПК еще достаточно высока, нагрев продолжают при 1200—1400 °С, при этом происходят химические превращения окислов кальция и магния как это описывалось выше, кроме того просходит их реакция с расплавленной глиной и песком с образованием алюминатов и силикатов. При такой температуре обжига обеспечивается требуемое низкое значение ПК- Затем песок охлаждают.
Перегрев песка может привести к разлому гранул песка. Разрушение может происходить при температурах выше 1350 °С в зависимости от типа песка и скорости нагрева и охлаждения.
Совместная переработка стержневых и формовочных смесей. В большинстве случаев на производстве присутствует смесь отходов стержней и литейных форм, в различных пропорциях. Предпочтителен следующий способ их переработки.
1.Обработка отходов литейных форм нагреванием до 750—900 °С в атмосфере воздуха выжиганием углеродсодержащих компонентов, как это описано выше.
2.Ввод песка для литья стержней в горячий песок литейных форм, что приводит к сгоранию дополнительного количества смол и экономии энергии. Сгорание смол является полным и не приводит к загрязнению атмосферы.
В известных способах (см. патент США 2 478461) существует проблема атмосферных загрязнений.
3. На третьей стадии проходит дополнительная термическая обработка при 1000—1200 °С, как это имеет место для песка литейных форм, и далее, в случае необходимости при 1200—1400 °С. Полученная смесь подвергается охлаждению.
Оборудование для проведения процесса может включать вращающиеся и подовые обжиговые печи, печи для кальцинирования в кипящем слое, которые широко используются в практике переработки природных минералов.
Получающийся продукт аналогичен по свойствам исходному первичному песку, используемому для формования. Охлажденный продукт может просеиваться и сортироваться по размерам для удаления слишком мелких или крупных частиц. Если наблюдается спекание частиц, требуется проводить размельчение агломератов.
Аппаратура, представляет собой цилиндрический барабан для удаления примесей связующих веществ из формовочного песка. Цилиндр вращается вокруг продольной оси и находится под углом к горизонтальной плоскости. Барабан имеет приемное устройство в верхней части для приема загрязненного песка; процесс заключается в прохождении материала через серию последовательных отсеков с находящимися в них сферическими или кубическими истирающими элементами.
Отсеки образуются дисками, закрепляемыми на валу перпендикулярно к оси цилиндра. В каждом отсеке происходит разделение частиц по размерам — одни проходят через отверстия в барабане наружу и остальная часть в следующий отсек через перфорированную перегородку с отверстиями определенного диаметра. Отверстия барабана в каждом последующем отсеке постепенно уменьшаются. Предусматривается возможность введения в каждый отсек через специальные отверстия истирающих наполнителей. В результате прохождения через последовательные отсеки происходит отделение примесей и получаются фракции песка требуемых размеров.
Процесс предназначен для выделения песка из отработанных литейных форм и смешивания его с новыми порциями песка. Образующаяся смесь может быть покрыта связующими материалами типа смол. Во время проводимых операций размеры частиц песка не изменяются, что позволяет избежать дефектов в отливках, так называемых дефектов расширения.
При многократном прохождении песка через операции, приводящие к расширению частиц и их быстрому сжатию, его способность к расширению и прочность значительно уменьшаются. Процесс обеспечивает высокую экономичность и хорошее качество получаемого песка. Кроме того, получаемый материал обладает высокой однородностью частиц и требует значительно меньше связующего материала для достижения необходимой прочности форм. Схема установки показана на рис. 1.
Вновь используемый песок из емкостей для хранения 1 по транспортеру подается в бункер для песка 17, а оттуда в смеситель 19.
В системе используется несколько транспортеров для доставки материалов от одной операции к другой. Обычно используется система пневмотранспорта. Песок перемещается невысокой скоростью под давлением воздуха, подаваемого в транспортер.
Измельчение. Использованный песок, подвергаемый регенерации, хранится в емкости 2 и по мере необходимости по транспортеру 3 доставляется в размельчитель 4. Размельчитель представляет устройство барабанного типа и предназначен для размельчения кусков, комков использованных форм и последующей подачи размельченного материала на транспортер 5.
В системе используется несколько вибрационных транспортеров на пружинных подвесках 3, За, 5, 16, 18, 25 и 25, одного и того же типа.
Магнитное разделение. Транспортер 5 подает измельченный материал на магнитное разделение. Магнитный сепаратор может представлять собой ленточный транспортер с укрепленными магнитами, в котором лента проходит над измельченным материалом и захватывает металлические предметы, которые выводятся на другом конце транспортера.
Отделение неметаллов. Освобожденный от металлических предметов материал проходит через сепаратор с ожиженным слоем 7, где из песка удаляются все посторонние предметы путем перевода массы во взвешенное состояние и отделения более легких инородных предметов на последовательных наклонных ситах от более тяжелых частиц песка. Отделяемые предметы выводятся по линии 8.
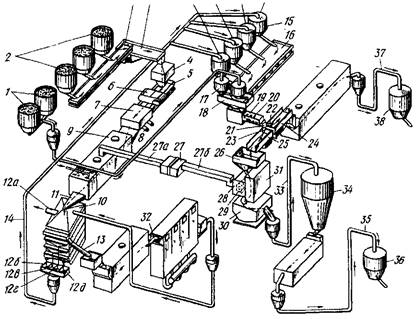
Рис. 1. Схема процесса утилизации отработанного песка литейного производства
Нагревание. После прохождения сепаратора 7 масса подается в иечь или на обогреваемый транспортер 2, который может обогреваться углем, газом, нефтяным топливом и др. Происходит нагрев песка и других материалов, например глины, углеродсодержащих соединений и других органических примесей, до температуры около 950 °С. Во время нахождения в печи материалы органического происхождения сгорают. Процесс сгорания сопровождается изменением размера гранул песка вследствие образования трещин и разломов; при этом происходит также отделение инородных предметов от поверхности песка.
Воздушное разделение. После печи 9 горячий песок охлаждается водой до 210— 270 °С в устройстве Q. Это охлаждение также способствует удалению покрытий из инородных материалов с поверхности песка. Затем песок по трубопроводу 11 попадает в воздушный разделитель 10. Воздух через входное отверстие подается вверх, проходя через параллельно расположенные сита, а загрязненный посторонними частицами воздух выходит через отверстие 12а. Пульсирующая подача воздуха приводит к подбрасыванию частиц песка на ситах и лучшему просеиванию. Нагретый песок поступает далее на наклонное сито грубого разделения, после чего крупные гранулы проходят в трубопровод 13 для транспортировки в холодильник с ожиженным слоем 1 (ХОС-1).
Различные приемные отсеки 12, 12в, 12г, 12д предназначены для приема различных по размеру фракций песка, поступающих с разных сит разделителя. Эти фракции затем поочередно транспортируются в соответствующие емкости 15 б—д с использованием трубопровода 14. Оттуда фракции отбираются для смешивания с порциями нового песка при приготовлении формовочных смесей.
В сепараторе 10 происходит дальнейшее охлаждение и песок в трубопроводе 13 имеет температуру около 280 °С.
Порция песка, имеющего большие размеры и сразу направляющегося в ХОС-1, имеет температуру около 150 °С.
Система регенерации включает несколько холодильников с ожиженным слоем (ХОС-1, ХОС-2, ХОС-3). Холодильник снабжен теплообменной трубчатой спиралью, охлаждаемой водой и контактирующей со взвешенным песком. Вода и сжатый воздух подаются соответственно от градирни и турбокомпрессора (на схеме не показаны).
Охлажденный песок выводится по линии 32.
Пневматическое выделение (скруббер для промывки песка).
После воздушного разделения 10 и холодильника ХОС-1 масса направляется в пневматический разделитель PR. Он позволяет объединить два процесса — термической и мокрой обработки массы для очистки поверхности гранул. Устройство использует подающийся сжатый воздух в качестве движущей силы и частицы песка как абразивный материал.