Курсовая работа: Выделение формовочного песка из использованных литейных форм
Масса песка движется через смеситель под действием силы тяжести. Смешанный материал затем проходит из выходного отверстия 21 в желоба 22 и 23, которые направляют массу песка по транспортерам 24 или 25 соответственно в холодильник со взвешенным опоем ХОС-2 или на установку для нанесения поверхностного покрытия CS. Смесь песка после ХОС-2 подается по транспортеру через трубопровод 37 в бункер для хранения 38.
Нагревание—покрытие—охлаждение. Смесь подается транспортером 25 в бункер 26 и затем в нагреватель 31.
Нагреватель 31 обогревается теплом печи 9. Теплообмен производится с помощью теплообменника 27, связанного воздушным трубопроводом 27а с печью и посредством трубопровода 276, связывающего теплообменник с устройством 28. Такая система обеспечивает чистоту подводимого горячего воздуха. Подвергаемый покрытию песок предварительно нагревается до температуры около 240 °С. Затем песок поступает в устройство для нанесения покрытия 28, где смешивается с покрывающим материалом. Смешение проводится шнековым устройством 29.
Покрытый пленкой песок поступает далее на охлаждающее сито 30, где масса полностью охлаждается и по транспортеру и трубопроводу 33 подается в уравнительный резервуар 34, который приспособлен к различным скоростям потоков в системе.
После этого песок проходит через холодильник ХОС-3, описанный ранее, и по трубопроводу 35 поступает в бункер для хранения 36, откуда может подаваться на формовку.
Процесс литья является потенциально опасным для здоровья, в частности из-за образования пыли при проведении формования, особенно иа стадии выбивания готовой отливки из формы. По этой причине производство обычно включает пылесборную систему.
Однако улавливание пыли ставит новые проблемы, в частности проблему удаления собранной пыли. Одним из путей решения этой проблемы может быть промывка отходящего загрязненного пылью воздуха с образованием влажного шлама, однако и здесь существуют сложности с удалением шлама.
Усовершенствованный процесс предназначен для переработки влажного шлама, образующегося при промывке отходящих газов литейного производства. Шлам подается на вальцы для смешивания с песком и водой и получения формовочного материала. На рис. 61 представлена схема такого процесса.
Стадия приготовления формовочного материала путем смешения ила, песка и воды обозначена 21; детали этого известного процесса здесь не обсуждаются. Информация о работе вальцового смесителя может быть получена из описания стандартной продажной аппаратуры. Полученный в 21 формовочный материал направляется на стадию ручного или автоматического приготовления формы и заливки металла 22. Форма с отливкой направляется в устройство 13 для_ выбивания готовой отливки и отделения использованной формы.
Для улавливания пыли проводится отсос загрязненного воздуха с использованием вентилятора 10, соединенного с вытяжным зонтом 16, расположенным над устройством 13. Таким образом, частицы пыли захватываются потоком воздуха и выносятся из рабочего пространства.
После этого поток воздуха с частицами пыли попадает во влажный коллектор 9, являющийся широко распространенным устройством для очистки загрязненного воздуха. Часть его изображена в разрезе на нижней части рисунка. Коллектор состоит из кожуха 11, выполненного в виде закрытого резервуара, наполовину наполненного водой 12. Загрязненный воздух проходит через слой воды 12 внутри бака // для удаления твердых частиц. Твердый материал оседает на дне резервуара с образованием шлама, который непрерывно удаляется из резервуара посредством скребков 14, смонтированных на движущихся цепях (одна из них показана 8) по желобу 7. Шлам собирается в резервуаре 17.
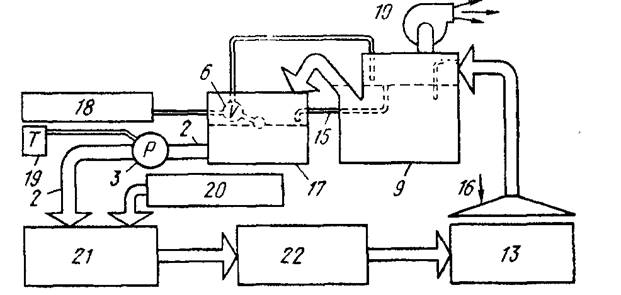
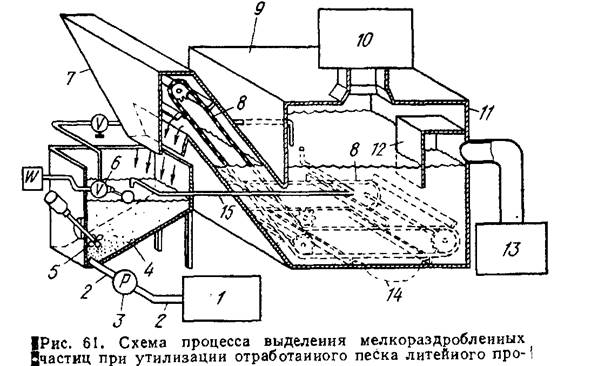
Система работает таким образом, что получающийся шлам непрерывно поступает в устройство 1 для смешивания с песком и водой. Это позволяет решить проблему утилизации шлама без ухудшения качества формовочного материала.
По трубопроводу 2 шлам насосом диафрагментного типа 3 подается из бункера 17 в смеситель 1. Бункер 17 имеет наклонное дно 4 нижняя часть которого расположена в месте выхода трубопровода 2. Целесообразно проводить перемешивание массы шлама в 17 пропеллерной мешалкой 5 для поддержания частиц во взвешенном состоянии. Перед подачей в / шлам в 17 разбавляется водой.
Вода поступает в 17 из коллектора 9. Уровень воды в коллекторе 9 поддерживается постоянным, для этого служит сливная труба 15, по которой избыточная вода из 9 сливается в 17.
Свежая вода из любого источника подается в 9 посредством поплавкового клапана 6, ответственного за поддержание постоянного уровня воды в 17.
В соответствии с описанной схемой шлам из 17 с помощью насоса 3 подается в смеситель /. Количество подаваемого шлама регулируется с помощью реле времени 19, связанного с насосом 3 для периодической подачи части шлама в смеситель. Как правило, количество жидкости, подаваемой вместе со шламом из 17, составляет 75—90 % от общего количества воды, требуемого для приготовления смеси. Необходимое количество воды может добавляться по другим линиям, например из водопроводной сети.
На практике необходимо периодически проводить промывку трубопровода 2 в обратном направлении для того, чтобы предотвратить забивку насоса 3 и трубопровода 2 мелкими частицами шлама.
Качество формовочного материала, полученного по данному способу не ниже, чем у первичного сырья,в отличие от смесей, в которых отработанный песок используется без предварительной обработки.