Отчет по практике: Технологический процесс изготовления стартерных батарей
Vanisperse A – органический расширитель из производных оксилигнина, выполняет роль порообразователя для образования губчатого свинца с высоко развитой поверхностью при формировании отрицательного электрода. Развитая поверхность отрицательного электрода отвечает за стартерные характеристики АКБ.
Недостаточная концентрация Vanisperse A может привести к “спеканию” активной массы и как следствие, к снижению стартерных характеристик. Избыточное количество Vanisperse A может привести к чрезмерному порообразованию и как следствие, к оплыванию активной массы или короткому замыканию на положительный электрод.
Технический углерод выполняет роль красителя, для придания зеленого оттенка отрицательной пластине, а так же для увеличения электропроводности пасты на период формирования заряда отрицательного электрода.
Порядок приготовления:
В смеситель заливают рецептурное количество дименерализованной воды. Объем заливаемой воды контролировать с помощью лейки с делениями, аттарированной под данный смеситель.
Включают мешалку и засыпают рецептурное количество расширителя Vanisperse A и технического углерода.
7. Участок пастирования токоотводов
7.1 Пастирование непрерывной ленты токоотводов
Оборудование:
1.Горизонтальное разматывающее устройство фирмы “Sovema”.
2.Вертикальное разматывающее устройство фирмы “Sovema”.
3.Перформер 350 фирмы “Sovema”.
4.Пастонамазочная машина барабанного типа фирмы “Sovema”.
5.Машина по разделению пластин фирмы “Sovema”.
6.Тоннельная сушильная установка фирмы “Sovema”.
7.Вакуумный укладчик пластин в стопке фирмы “Sovema”.
Общее описание процесса:
Поддон с лентой устанавливается на горизонтальное разматывающее устройство, с которого лента с определенной скоростью поступает в установку по перфорированию ленты – Перформер 350. При прохождении ленты через перформер происходит ее перфорирование, растяжка и вырубка центральной части ленты (формирование ушек пластин). На выходе из перформера лента калибруется до заданной толщины.
Нанесение пасты на непрерывную ленту токоотводов – пастирование или намазка, производится на специальной намазочной машине барабанного типа с двусторонним намазом. Во время намазки на ленту с двух сторон наносится специальная бумага, аккумуляторная. После намазки лента разделяется на отдельные пластины, которые подаются в тоннельное сушило(Рис.3.), где производится их предварительная подсушка. На выходе из сушила пластины стопками укладывают на технологические поддоны и отвозят в камеры дозревания, где происходит доокисление металлического свинца, формирование структуры пасты и окончательная сушка пластин.
Заполненные электродными пластинами контейнера снабжаются паспортами с указанием типа пасты, количества пластин, типа пластин и даты намазки (срок нахождения заполненных контейнеров в цехе не более 40-30 мин.).
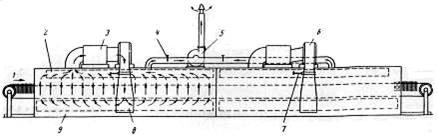
Рис.3. Внешний вид сушильной камеры.
1-цепь конвейера, 2-верхний сборный воздушный канал, 3-калорифер, 4-вытяжной вентилятор, 5-рециркуляционный вентилятор, 6-воздуховод,7-нижний воздушный канал.
7.2 Технологическая инструкция по управлению машины для разматывания ленты
Свинцово-кальциевые ленты должны изготавливаться в виде тонкой непрерывно катанной полосы, свернутой в рулон диаметров не менее 1000мм. и массой не более 1000кг.
Поверхность ленты должна быть чистой, не иметь серых и черных полос, на ней должны отсутствовать сквозные дефекты в виде продольных и поперечных трещин, разрывов. Кромки ленты должны быть ровными, без заусенцев.
Свинцово-кальциевые ленты изготавливаются толщиной (0,7 – 1,0)мм., ширина ленты (70 – 100)мм.
7.3 Машина для перфорации ленты
Машина для перфорации ленты из Рb сплавов входят в состав линии по намазке пластин и предназначена для непрерывного производства токоотводов для стартерных аккумуляторных батарей методом непрерывного перфорирования, растяжки и выравнивания (?