Реферат: Оперативно-календарное планирование
где d — коэффициент параллельности, учитывающий одновременно выполнение операций; К см — число рабочих смен в сутки; Т см — продолжительность смены, ч; J il — количество операций обработки деталей i -го наименования в l -м цехе; q i j — число рабочих мест, на которых одновременно обрабатывается партия i-х деталей на j -й операции; t мо - межоперационное время, раб. дн;t еc il — длительность естест-венных процессов, раб. дн; t шкij —нормаштучно-калькуляционного времени обработки i -й детали на j -й операции, ч.
Величина T цil определяется в рабочих днях, так как в дальнейшем используется для расчета опережений и сроков запуска и выпуска партии деталей, которые в свою очередь устанавливаются в рабочих днях, поэтому все слагаемые формулы расчета Tцil должны быть в рабочих днях.
Округление величины T цil производитсяследующимобразом: если расчетное значение T цil имеет после запятой менее двух десятых, то округление производится до ближайшего меньшего целого числа; если равно или больше двух десятых – то до ближайшего большего целого числа.
Значение d колеблется от 0,3 до 1,0 и зависит от степени параллельности (совмещения) выполнения основных операций при обработке партии деталей. В курсовом проекте первоначально можно предусмотреть последовательный вид движения партий деталей по операциям, т. е. взять d = 1. Не обязательно учитывать длительность естественных процессов, положив t еc il = 0, а также взять q i j = 1. В тех же случаях, когда получается большая величина T цil , например больше 15 раб. дн, рекомендуется с целью уменьшения T цil брать d < 1,0 (применять параллельно-последовательный вид движения партий деталей по операциям) и q i j > 1, т. е. обрабатывать партию деталей по всем или
отдельным операциям одновременно на нескольких рабочих местах (условный прием). В дальнейшем при построении подетально-пооперационного КПГ (см.5.5) все это надо будет учесть.
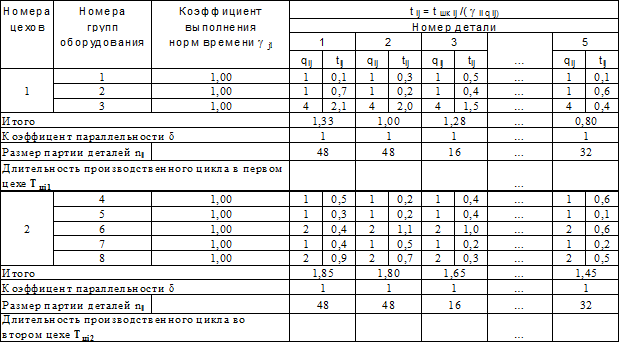
Расчет T цil можно проводить с помощью табл. 8.
Таблица 8. Расчет длительности производственных циклов обработки партий деталей
4.3. Расчёт заделов, опережений запуска и выпуска партий деталей
В серийном производстве различают цикловые, оборотные и резервные заделы. Цикловые относятся к внутрицеховым заделам, а оборотные и резервные — к межцеховым (складским).
Величина циклового задела по детали (сборочной единице, изделию) i -го наименования в l -м цехе рассчитывается как
H ц il = T ц il ЧN дн i.
Оборотные заделы возникают между смежными звеньями производства по следующим причинам:
- из-за различного характера поступления и потребления деталей (штучного и партионного);
- из-за различных ритмов (размеров) поступающих и потребляемых деталей;
- из-за сдвига момента потребления деталей по сравнению с моментом их поступления (при некратности ритмов (размеров) партий деталей в смежных цехах).
В серийном производстве оборотные заделы рассчитывают в основном между цехами и участками, которые появляются из-за неравенства размеров партий деталей в них. Если отношение большего размера партий деталей к меньшему в смежных цехах (как в курсовом проекте) равно целому числу, то
nil ni l+ 1
H об il , l+ 1 = ---------- ,
2
где H обil , l +1 — оборотный задел по детали i -го наименования между смежными l -м и l +1-м цехами, шт.
При некратных размерах партий деталей в смежных цехах
n il +n il+ 1
H обil , l+ 1 = ------------ - dn il,l+ 1 ,
2
где dn il,l+ 1 –наибольший общий делитель для размеров партий деталей i-го наименования в смежных l -м и l +1-м цехах, шт.
В курсовом проекте оборотный задел появляется только между вторым и третьим цехами (H об i 2 ,3 ) из-за неравенства размеров (ритмов) партий деталей во втором и в третьем цехах (Ri 2 =5, а Ri 3 =1).
Резервные заделы являются овеществленным выражением резервных опережений между цехами и рассчитываются как
H рil , l +1 =T рl , l +1 ЧN днi .
Цикловые, оборотные и резервные заделы по детали данного наименования в сумме являются овеществленным выражением опережения запуска партии деталей. Поэтому суммарные (как нормативные, так и фактические) заделы по детали от l -го цеха до последнего являются опережениями запуска и выпуска в штуках:
O' в il = ![]() (H ц ip +1 +H oб ip , p +1 +H p ip , p +1 ) ;
(H ц ip +1 +H oб ip , p +1 +H p ip , p +1 ) ;
O' з il = O' в il + H ц il ,,
где p — переменная суммирования по цехам.
Фактические заделы в курсовом проекте определяются процентом (см. табл. 3) от нормативных (условный прием). В практической же деятельности заводов их величина определяется по данным документального учета или инвентаризации.
Оборотные и резервные заделы относятся к последующему цеху (цеху-потребителю) и хранятся в их кладовых (складах).
Результаты расчета КПН сводятся в табл. 9.
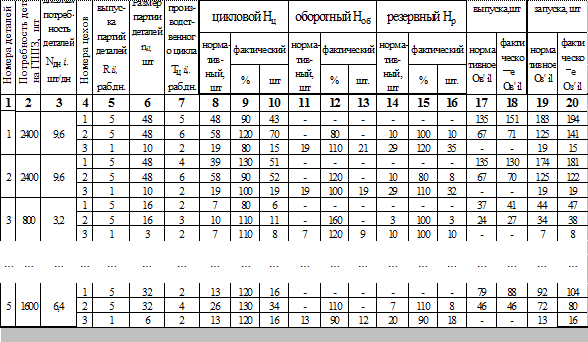 |
Таблица 9. Календарно-плановые нормативы
5. СОСТАВЛЕНИЕ ПОДЕТАЛЬНОЙ МЕСЯЧНОЙ ПРОИЗВОДСТВЕННОЙ ПРОГРАММЫ ЦЕХАМ
Расчет месячной производственной программы для цехов заключается в определении общего количества деталей (сборочных единиц, изделий), подлежащих запуску и выпуску за месяц, а также сроков запуска и выпуска партий деталей в течение месяца. Основой для ее составления служат план выпуска изделий заводом в планируемом месяце в соответствии с распределением ГППЗ по кварталам и месяцам, календарно-плановые нормативы и данные о фактических заделах (остатках) деталей на начало месяца в цехах и на складах.
Месячная производственная программа дает возможность подготовить производство к ее выполнению, рассчитать потребность и своевременно обеспечить цехи необходимыми материалами, инструментами и технологической оснасткой, принять меры к ликвидации “узких мест”.
Для составления подетального календарного плана-графика запуска-выпуска партий деталей и определения общего количества деталей, подлежащих запуску и выпуску в цехах за месяц с учетом партионности их изготовления, необходимо установить размеры первых запускаемой и выпускаемой партий деталей, сложившиеся на начало планируемого месяца в ходе производства.
5.1. Расчёт размеров и ритмов первых партий деталей