Реферат: Оперативно-календарное планирование
![]() п з il 1 < H il- 1 ,l ,
п з il 1 < H il- 1 ,l ,
![]() где H il - 1 ,l — величина фактического задела между l -1 -м и l -м цехами, шт.
где H il - 1 ,l — величина фактического задела между l -1 -м и l -м цехами, шт.
![]() Если H il - 1 ,l = 0, то п з il 1 = п в il- 1 1 — размеру первой выпускаемой партии деталей в предыдущем l -1 -м цехе.
Если H il - 1 ,l = 0, то п з il 1 = п в il- 1 1 — размеру первой выпускаемой партии деталей в предыдущем l -1 -м цехе.
![]()
![]()
![]() Размер первой выпускаемой партии деталей п в i 1 зависит от величины фактического циклового задела H ц il в цехе: п в il 1 < H ц il . Если H ц il = 0, то есть на начало планируемого месяца в цехе все запущенные детали данного наименования выпущены, то п в il 1 = п з il 1 .
Размер первой выпускаемой партии деталей п в i 1 зависит от величины фактического циклового задела H ц il в цехе: п в il 1 < H ц il . Если H ц il = 0, то есть на начало планируемого месяца в цехе все запущенные детали данного наименования выпущены, то п в il 1 = п з il 1 .
![]()
![]() Обычно стремятся соблюсти условие п з il 1 < п il и п в il 1 < п il , где п il — нормативный размер партии деталей, шт. В некоторых случаях допускается незначительное отклонение п в il 1 и п з il 1 от п il в большую сторону. При большой величине T ц il в цехе может находиться в обработке (цикловом заделе) одновременно несколько партий деталей соответствующего наименования, тогда H ц il > п il , может быть и H il - 1 ,l > п il . В этих случаях размеры первых партий деталейп в il 1 и п з il 1 устанавливаются отличными от п il , остальные (вторая, третья и т. д.) партии деталей, находящиеся в заделе, планируются к запуску и выпуску нормативными размерами п il .
Обычно стремятся соблюсти условие п з il 1 < п il и п в il 1 < п il , где п il — нормативный размер партии деталей, шт. В некоторых случаях допускается незначительное отклонение п в il 1 и п з il 1 от п il в большую сторону. При большой величине T ц il в цехе может находиться в обработке (цикловом заделе) одновременно несколько партий деталей соответствующего наименования, тогда H ц il > п il , может быть и H il - 1 ,l > п il . В этих случаях размеры первых партий деталейп в il 1 и п з il 1 устанавливаются отличными от п il , остальные (вторая, третья и т. д.) партии деталей, находящиеся в заделе, планируются к запуску и выпуску нормативными размерами п il .
Например, фактическая величина циклового задела в цехе равна 135 шт., а нормативный размер партии деталей равен 50 шт. Тогда первую партию можно выпустить размером 35 шт., а последующие (вторую и третью) – нормативным размером в 50 шт.
Если бы величина была равна 110 шт., например, то можно было бы взять размер первой выпускаемой партии деталей в 60 шт., а второй – 50 шт.
В курсовом проекте возможны различные варианты размеров п з il 1 ип в il 1 , устанавливаемые студентами, так как сведений о фактически сложившихся размерах партий деталей в исходных данных не приводится.
Расчет месячной производственной программы проводится для одного из первых двух цехов на январь месяц.![]()
Результаты расчёта сводятся в табл. 10.
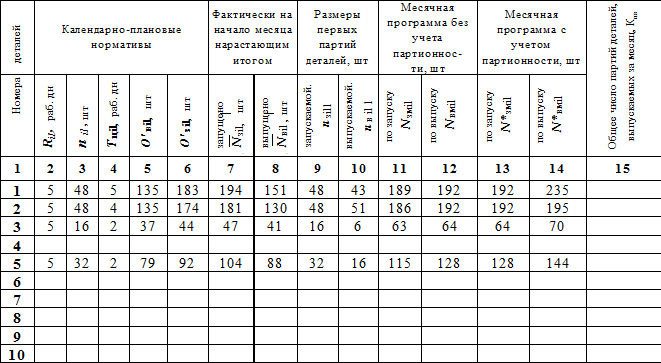
Таблица 10. Месячная производственная программа цеху 1 на январь 2001 года.
5.2. Расчёт общего количества деталей, подлежащих запуску и выпуску за месяц
Количество деталей, которое необходимо запустить и выпустить в цехе за месяц для обеспечения сборки изделий и бесперебойной равномерной работы последующих цехов в соответствии с системой оперативно-производственного планирования "по заделам", применяемой в курсовом проекте, рассчитывается обратно ходу производственного процесса: вначале для последнего — сборочного (в курсовом проекте — третьего) цеха, затем для второго и первого.
Количество деталей, которое должно быть "выпущено" из сборочного цеха (войти в собранные изделия) за месяц,
M
N в м i c б = å N m ЧK im ,
m =1
гдеN m — количество изделий m -го наименования, которое надо выпустить со сборки в планируемом месяце, шт.
![]() Для любого другого цеха
Для любого другого цеха
N в м i l = N з m i l + 1 +D H i l, l+ 1 ,
где N з мil + 1 — количество деталей i -го наименования, которое надо запустить в планируемом месяце в следующем l +1 -м цехе, шт; D H il,l+ 1 = H il ,l+ 1 - H il ,l+ 1 — отклонение нормативной величины межцехового (среднего оборотного и резервного) задела от фактической, шт.
![]() В свою очеред
В свою очеред