Реферат: Посадки с гарантированным натягом
Таким способом получают различные рукоятки (рис. 6), крышки, клеммовые держатели, детали для электроизмерительных, оптико-механических и электронных приборов. Заформовка является единственным способом получения газонепроницаемого соединения металлических электродов со стеклянными баллонами электровакуумных устройств.
Соединения заформовкой имеют следующие достоинства: не требуются высокие точность и чистота обработки погружаемых частей арматуры; можно получить необходимые, часто не совместимые местные свойства элементов узла – электро- и теплопроводность арматуры при сохранении изоляционных свойств узла; уменьшаются масса изделий и расход металла, стоимость.
Рис. 4 Виды заформовок
При заформовке практически отсутствует сцепление арматуры с формуемым материалом. Прочность и плотность соединений обеспечивают выбором соответствующих форм погружаемой арматуры в виде кольцевых проточек, впадин, уступов, уширений, загибов (см. рис. 4), увеличивающих поверхности контакта и препятствующих ее выдергиванию.
Соединения запрессовкойполучают путем создания гарантированного натяга между охватываемой и охватывающей поверхностями при сборке. После сборки вследствие упругих и пластических деформаций на поверхности контакта возникает удельное давление и соответствующие ему силы трения, препятствующие взаимному смещению деталей.
Сборка при соединении запрессовкой может осуществляться одним из трех способов: прессование без нагрева, с нагревом втулки или с охлаждением вала. Наиболее распространены соединения запрессовкой по цилиндрическим поверхностям. Они применяются для соединения зубчатых колес на валиках, при соединении зубчатого венца червячного колеса со ступицей. Для облегчения сборки на деталях выполняют направляющие фаски. Сборка с нагревом втулки может вызвать изменение структуры, коробление детали. Предпочтительнее сборка с охлаждением вала. Для охлаждения используют жидкий азот (–196 °С), сухой лед (–72 °С).
При малых размерах соединяемых деталей часто используют запрессовку на валик с накаткой, что значительно уменьшает стоимость соединения за счет снижения точности изготовления соединяемых поверхностей. На валу накатывают треугольные выступы (шлицы), при этом часть материала вала выдавливается инструментом и первоначальный диаметр вала увеличивается. Прочность соединения зависит от глубины вдавливания накатанных зубцов в цилиндрическую поверхность сопряженной детали. В процессе запрессовки материал втулки деформируется и заполняет впадины вала. Соединение с накаткой применяют для сборки стальных или латунных валиков с алюминиевыми или пластмассовыми деталями. Этот вид соединения хуже прессовых центрирует детали, но при этом не требуются высокие точность и чистота обработки поверхностей, упрощается сборка.
Чем больше натяг и параметры шероховатости поверхности, тем выше надежность соединения. К соединениям с гарантированным натягом относятся соединения с применением посадок H7/u7; H7/r6; Н7/p6 и др. Выбор необходимой посадки осуществляют из условий прочности по величине удельного давления.
Достоинствами соединений запрессовкой являются: отсутствие дополнительных креплений, простота конструкции, хорошая центровка сопрягаемых деталей, возможность передачи значительных осевых усилий и крутящих моментов. К недостаткам соединений относятся: высокие точность и стоимость изготовления соединяемых деталей, сложность сборки, влияние величины натяга, коэффициента трения и рабочих температур на прочность соединения.
3. Соединения с натягом и его тенденции
Соединение деталей машин с натягом - разностью посадочных размеров - осуществляют за счет их предварительной деформации. С помощью натяга соединяют обычно детали с цилиндрическими и реже коническими поверхностями контакта.
Соединение деталей с натягом представляет собой сопряжение, в котором передача нагрузки от одной детали к другой осуществляется за счет сил трения на поверхностях контакта, образующихся благодаря силам упругости. Вследствие этого соединение имеет нежесткую фиксацию деталей в осевом и окружном направлениях.
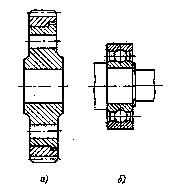
Рисунок 5 – Соединения с натягом венца червячного колеса с центром (а) и шарикоподшипника с валом (б)
Соединения используют сравнительно часто для посадки на валы и оси зубчатых колес, шкивов, звездочек и др.
Два способа соединения:
1) При сборке механическим способомохватываемую деталь с помощью пресса устанавливают в охватывающую деталь или наоборот. Этот способ используется при сравнительно небольших натягах.
2) Тепловой способ соединенияприменяется при больших натягах и производится путем нагрева охватывающей детали до температуры 300 °С в масляной ванне или охлаждения в жидком азоте охватываемой детали. Выбор способа зависит от соотношения масс и конфигурации деталей.
В настоящее время получают распространение так называемые термомеханические соединенияэлементами с памятью формы. Это свойство присуще сплавам, испытывающим обратимое мартенситное превращение, и характеризуется как способность материала, деформированного в мартенситном состоянии, полностью или частично восстанавливать свою форму в процессе последующего нагрева.
Для конструкционных элементов с памятью формы используют никель титановый сплав с температурами мартенситного превращения -80 - 150 °С и восстановления формы -140 - 60 °С. Сплав практически полностью восстанавливает заданную деформацию и развивает напряжение в условиях противодействия процессу формовосстановления до 200-400 МПа.
Для предупреждения быстрого нагрева деталь устанавливают монтажными клещами, губки которых либо изготовляют из материала с большей теплоемкостью, например, меди, либо имеют хлопчатобумажный вкладыш, впитывающий жидкий азот. Допускается сборка такими клещами в течение 2-3 мин.
Нагрев детали теплотой окружающей среды приводит к восстановлению ее прежних размеров и образованию натяга.
Достоинства соединенийс натягом очевидны: они сравнительно дешевы и просты в выполнении, обеспечивают хорошее центрирование сопрягаемых деталей и могут воспринимать значительные статические и динамические нагрузки. Области применения таких соединений непрерывно расширяются.
Недостатки соединений: высокая трудоемкость сборки при больших натягах; сложность разборки и возможность повреждения посадочных поверхностей при этом; высокая концентрация напряжений; склонность к контактной коррозии из-за неизбежных осевых микросмешений точек деталей вблизи краев соединения и, как следствие, пониженная прочность соединений при переменных нагрузках; отсутствие жесткой фиксации деталей.
4. Расчет соединений и подбор посадки.
Основная задача расчета состоит в определении потребного натяга и соответствующей ему посадки по ГОСТ 25347-82 для передачи заданной сдвигающей нагрузки от вращающего момента или осевой силы.
Возможны случаи, когда посадка не может быть реализована в конструкции по условиям прочности (обычно охватывающей детали).
Поэтому при проектировании соединений должны быть обеспечены как требования взаимной неподвижности деталей соединения, так и условия прочности деталей.
Условие неподвижности деталей соединения. Выражает собой математически уравнение равновесия: при передаче внешней нагрузки соединяемые детали должны быть взаимно неподвижны.