Реферат: Принципы организации многостаночного обслуживания на промышленном предприятии
Т пр = Т ц - ![]() Т з
Т з ![]()
Важным элементом эффективной организации многостаночного обслуживания является рациональная планировка, обеспечивающая кратчайший маршрут перемещения рабочего от станка к станку, хороший обзор всей группы оборудования. Размещение оборудования осуществляется в каждом конкретном случае в зависимости от особенностей оборудования и формы его обслуживания. На рис. 2 представлены типовые планировки рабочих мест и их применимость при многостаночном обслуживании.
Критерием выбора той или иной планировки являются затраты времени на подходы рабочего к станкам (Т пер ). При кольцевом расположении оборудования и циклическом обслуживании:
Т пер = n ![]() с х 0,015 мин,
с х 0,015 мин,
где lс – среднее расстояние между станками, м;
n – число обслуживаемых станков;
0,015 мин – норматив времени на 1 метр перехода рабочего от станка к станку.
При линейном расположении оборудования и циклическом обслуживании:
Т пер = 2 ![]() c (n – 1 ) х 0,015 мин.
c (n – 1 ) х 0,015 мин.
При нециклическом обслуживании среднее время перехода от станка к станку может определяться по эмпирической зависимости:
Т пер = ![]() c [ 1 + 0,333 ( n - 2 )] х 0,015 мин.
c [ 1 + 0,333 ( n - 2 )] х 0,015 мин.
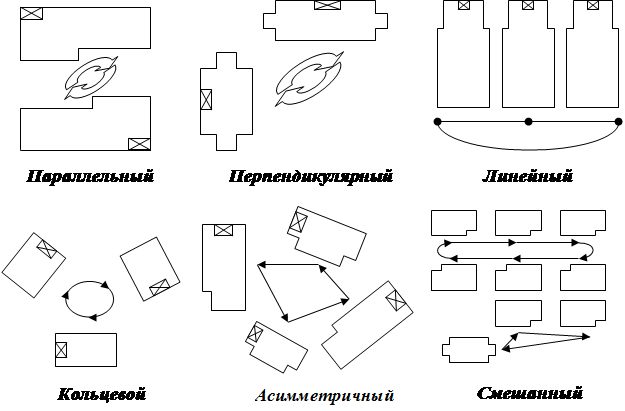 |
Рис. 2. Варианты планировки рабочих мест при многостаночном обслуживании
ЛИТЕРАТУРА
1. Научная организация труда на машиностроительных предприятиях. - М.: Машиностроение, 2002.
2. Научная организация и нормирование труда в машиностроении. - М.: Машиностроение, 2004.
3. Нормирование труда в промышленности. - М.: Экономика, 1999.
4. Нормирование труда /Под ред. Генкина Б.М. - М.: Экономика, 2001.