Реферат: Проект участка цеха с детальной разработкой единичного технологического процесса изготовления детали Картер
- малой способностью к горячим трещинам.
Шероховатость основных поверхностей «картера» - Ra=1,6…3,2 мкм, остальных – Ra=6,3…12,5мкм
По условиям работы картер должен быть герметичным, коррозийно стойким, по возможности легким, достаточно прочным по отношению к динамическим и вибрационным нагрузкам.
С учетом выше указанных критериев работоспособности и технологических требований выбираем в качестве материала для изготовления картера сплав АК94 ГОСТ 1583-89.
 Химический состав сплава марки АК94 ГОСТ 1583-89
Химический состав сплава марки АК94 ГОСТ 1583-89
Mg = 0,17…0,3%
Si = 6,0…10,5%
Mn = 0,25…0,5%
Fe = 0,8%
Zn = 0,3%
Pb = 0,01%
Ti = 0,15%
Таблица 3.3.1
Физические свойства сплава марки АК94 ГОСТ 1583-89
|
Предел прочности при растяжении в, |
Предел прочности на изгиб и, МПа |
Плотность , г/см2 |
Относительное удлинение S |
Ударная вязкость d |
| 235 | 588 | 2.5…2.7 | 3% | 0.4 |
На эскизе (рис. 3.3.1 ) представлена деталь "картер" с годовым объемом выпуска Nг = 7200 шт. и массой детали - 6 кг.
Эскиз детали «картер»
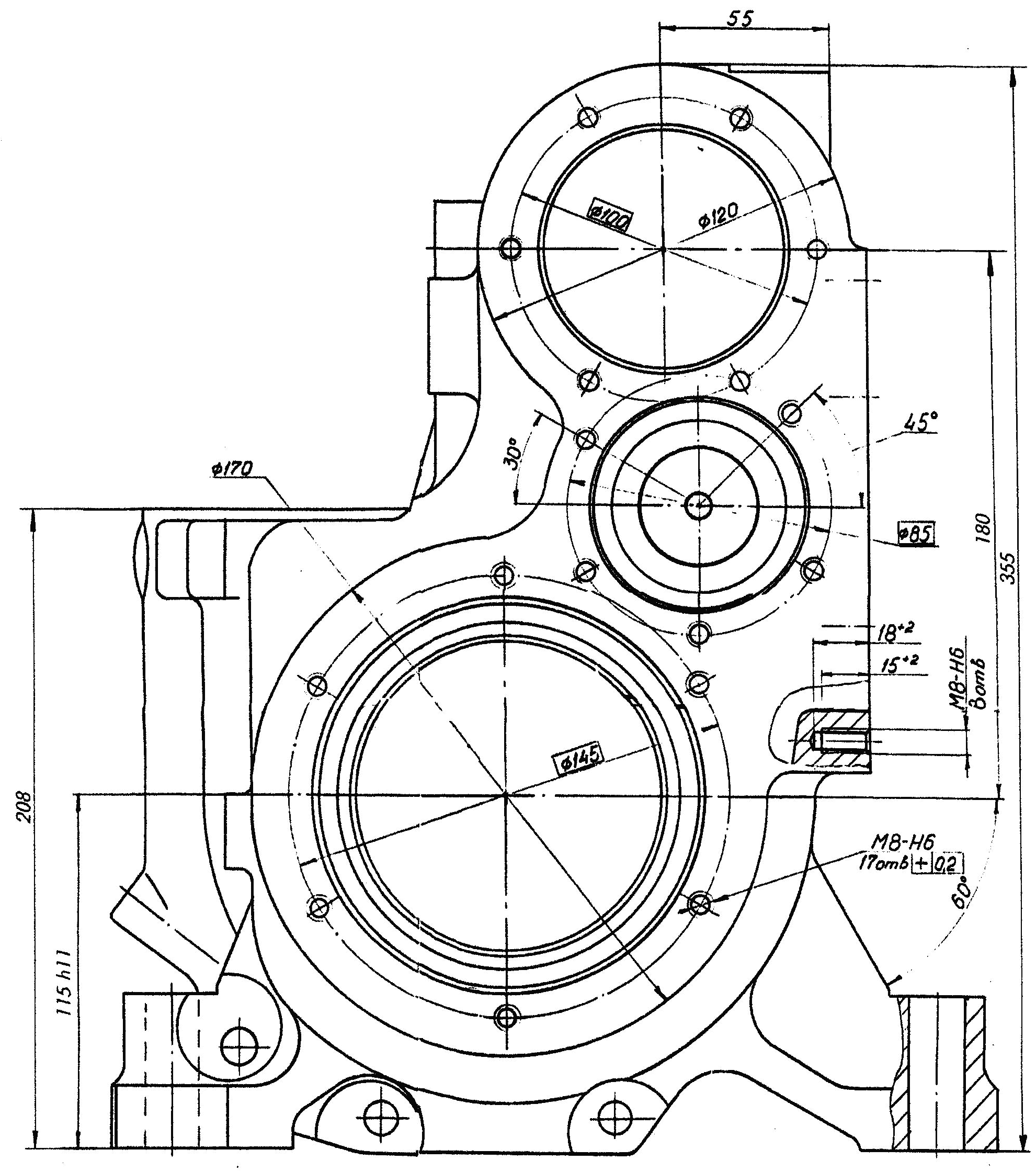
рис. 3.3.1
3.3. Классификация и кодирование.
Единая система технологической подготовки производства (ЕСТПП) устанавливает единые для всех отраслей машиностроения и приборостроения порядок и организацию ведения технологической подготовки производства. Наряду с применением типовых технологических процессов, стандартной технологической оснастки и оборудования, унифицированных средств механизации и автоматизации производственных процессов. ЕСТПП предусматривает решение большого комплекса инженерно-технических и технико-экономических задач, решаемых средствами вычислительной техники, в том числе:
- анализ состава изделия;
- технологический анализ производства;