Реферат: Проектирование дереворежущих фрез
ВВЕДЕНИЕ
Методические указания относятся к проектированию цельных насадных фасонных фрез.
Они могут быть использованы при изучении дисциплины "Оборудование отрасли", "Резание древесины и дереворежущий инструмент", "Организация инструментального хозяйства", при прохождении учебных практик, а также при выполнении курсовых и дипломных проектов студентами специальностей 170402, 260200 очной и заочной форм обучения.
В основу методических указаний положены разработки
А. Э. Грубе, Е. Г. Ивановского, В. В. Малышева.
ОСНОВНЫЕ ПОНЯТИЯ
Цельная насадная фасонная фреза - наиболее распространенный фрезерный инструмент. Она предназначена для обработки поверхностей деталей сложного профиля. Главные требования, предъявляемые к фрезе, относятся к безопасности работы и удобству заточки зубьев. Кроме того, независимо от числа переточек зубьев в процессе эксплуатации их угловые и линейные параметры должны оставаться неизменными. Это достигается тем, что задание поверхности зубьев (их затылки) выполняют по спирали Архимеда с полярным уравнением R = a j , где R - радиус спирали, мм; а - коэффициент пропорциональности, мм/град; j - текущий полярный угол, град.
Здесь а = k /j , где k - величина падения кривой затылка зуба.
Затыловку зубьев по архимедовой спирали делают на токарно-затыловочных станках. Корпус фрезы на станке вращается непрерывно, а затыловочный резец совершает возвратно-поступательное радиальное движение движение на участке каждого зуба.
Фреза, затылованная по спирали Архимеда, дает погрешность по заданному углу резания на величину 1...2°.
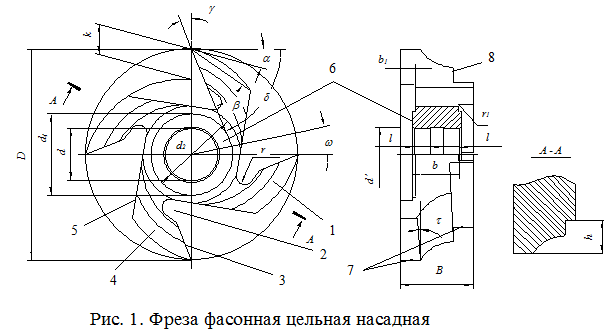
На рис. 1. показаны основные элементы и параметры фрезы.
Элементы фрезы. Фреза включает зубья 1 с передними гранями 3 и затылками 4. Между зубьями расположены межзубовые впадины 2 с задними гранями впадин 5. Для крепления на станке корпус фрезы имеет ступицы с опорными торцовыми поверхностями 6. Зубья снабжены главными 7 и боковыми 8 режущими кромками.
Параметры фрезы. Каждая фреза характеризуется совокупностью числовых значений основных и вспомогательных параметров.
Основными параметрами фрезы служат наружный диаметр D , диаметр посадочного отверстия d , углы резания: передний g , заострения b , задний a и угол резания d ; угол косой обточки затылка зуба t , угол выхода затыловочного резца w ; величина падения кривой затылка зуба k , ширина зуба фрезы В .
Вспомогательные параметры фрезы : диаметр ступицы d 1 , диаметр торцовой выточки d2 , диаметр выточки посадочного отверстия d' , радиус закругления впадин r , радиус закругления торцовой выточки r 1 , ширина ступицы b , глубина торцовой выточки b1 , расстояние от опорной торцовой поверхности до выточки посадочного отверстия l , высота профиля зуба в нормальном (радиальном) сечении h '.
АНАЛИЗ ПРОФИЛЯ ДЕТАЛИ
Профиль детали, подлежащий обработке проектируемой фрезой, должен быть подвергнут анализу. Результатом анализа могут быть следующие выводы:
- профиль пригоден для обработки цельной фрезой;
- профиль должен быть упрощен, изменен для обработки цельной фрезой;
- профиль детали может быть обработан составной фрезой.
Наиболее трудными для профильного фрезерования являются поверхности детали перпендикулярные оси вращения фрезы. Эти поверхности формируются боковыми режущими кромками фрезы. Если задний угол боковой режущей кромки будет равен нулю, то профиль детали при последующих переточках фрезы будет сохраняться, но при работе эти кромки будут сильно нагреваться, изнашиваться, затупляться. Во избежание этого на боковых кромках приходится делать поднутрение с углом l = 1...1,5° (рис. 2 а ) или проектировать составные фрезы с задним углом при боковой кромке, что делает инструмент сложным и дорогим.
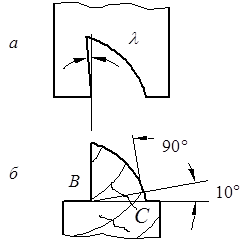 |
Рис. 2. Проектирование зуба фрезы а – поднутрение боковой кромки со стороны передней грани; б – изменение профиля детали в точке С |
 У профиля детали в точке С (рис. 2 б ) поверхность точек перпендикулярна оси вращения фрезы и для нее присущи вышеуказанные трудности. Для устранения этого недостатка считают возможным изменить профиль детали в этой точке так, чтобы кривая поверхность в точке С была бы наклонна к оси вращения под углом 80°, за счет этого размер профиля ВС увеличивается на 0,08...0,4 мм, а боковой зазор становится равным 1,5°.
У профиля детали в точке С (рис. 2 б ) поверхность точек перпендикулярна оси вращения фрезы и для нее присущи вышеуказанные трудности. Для устранения этого недостатка считают возможным изменить профиль детали в этой точке так, чтобы кривая поверхность в точке С была бы наклонна к оси вращения под углом 80°, за счет этого размер профиля ВС увеличивается на 0,08...0,4 мм, а боковой зазор становится равным 1,5°.
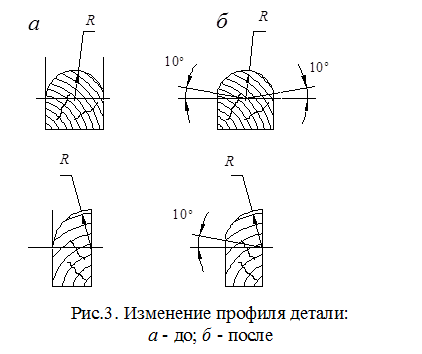
На рис. 3 показаны другие примеры видоизменения профиля детали.
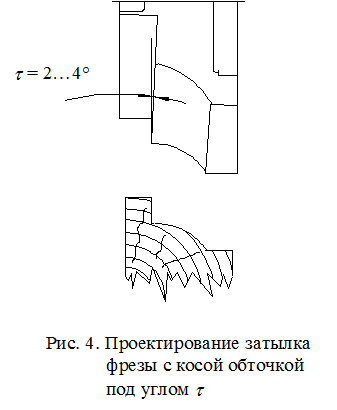
Если профиль детали односторонний, несимметричный с прямолинейными участками, перпендикулярными оси вращения фрезы (рис. 4), то цельную фрезу проектировать можно. В этом случае линии затылка зуба фрезы делаются не перпендикулярными оси вращения, а с косой обточкой t = 2...4°, что обеспечивает такой же задний угол для боковых режущих кромок. При последующих переточках профиль зуба смещается вправо, но сохраняется.
Случаи проектирования цельной фрезы . На основании проведенного анализа профилей детали можно сделать вывод, что цельную фасонную насадную фрезу допускается проектировать в следующих случаях:
--> ЧИТАТЬ ПОЛНОСТЬЮ <--