Реферат: Проектирование режущего инструмента
Исходя из твердости обрабатываемого материала - 207НВ, принимаем решение об изготовлении развертки из быстрорежущей стали Р6М5 ГОСТ 19265-73.
Крепежную часть развертки изготовим из стали 40х ГОСТ 454-74.
Обоснование выбора геометрических параметров развертки.
Передний угол . Передний угол для подавляющего большинства разверток °. Это способствует укреплению режущего лезвия, уменьшает радиус округления режущего и увеличивает стойкость разверток.
Задний угол . Задний угол измеряется в плоскости перпендикулярной режущему лезвию. Величина заднего угла = 6...10°. Учитывая, что меньшие значения соответствуют окончательному развертыванию, принимаем = 10°.
Главный угол в плане По рекомендациям (8, стр.9) выбираем 15°.
Угол наклона канавок. Большинство типов разверток изготовляются прямозубыми с = 0° (8, стр.9).
Расчет и назначение конструктивных размеров развертки.
Количество зубьев развертки принимается обычно четным. Количество зубьев можно определить по формуле:
z = 1.5*sqrt(d) + (2...4) = 1.5*sqrt(24) + (2...4) = 8.
Для получения высокого класса шероховатости обработанной поверхности рекомендуется угловой шаг делать неравномерным (6,стр.4).
Исполнительный размер диаметра развертки. Исполнительный размер диаметра развертки устанавливается в зависимости от допуска на развертываемое отверстие. Установление допуска на развертку производится в соответствии со схемой на рис.11.
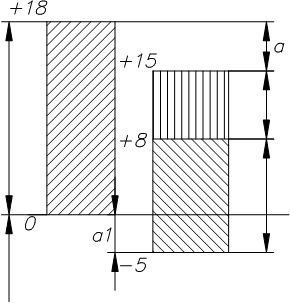
р
0
domin
рис.11
Наибольший диаметр развертки dmax определяется по формуле:
dmax = domin + - а, где
domin - наименьший диаметр отверстия;
р - допуск на изготовление отверстия;
а - максимальная величина разбивки;
а1 - минимальная величина разбивки;
- допуск на износ и перешлифовку развертки;
0 - допуск на изготовление развертки.
В соответствии с ГОСТ 13779-77, устанавливающим допуски на исполнительный диаметр разверток, получим:
+0,015
+0,008