Реферат: Проектирование технологических процессов изготовления деталей
Выбор технологического оборудования основывается на выполнении требований: высокой производительности, точности и оптимальной стоимости. Производительность и точность обработки определяется типом и физическим состоянием оборудования, а стоимость обработки – его потребляемой мощностью. Мощность оборудования должна по возможности соответствовать наибольшей потребляемой при запроектированном режиме обработки. Сведения об эксплуатационных данных технологического оборудования берут в каталогах или паспортах. Выбранное оборудование заносится в технологические документы (маршрутные или операционные карты), при этом указывается его тип, модель и завод-изготовитель.
Выбор технологических приспособлений. Для качественного изготовления деталей используются различного рода приспособления, применение которых повышает производительность труда, расширяет технологические возможности станков. При обработке деталей резанием приспособления делятся на рабочие, с помощью которых устанавливают и закрепляют обрабатываемые детали, и вспомогательные, в которых закрепляют режущий инструмент.
По степени специализации станочные приспособления бывают: универсальные, предназначенные для установки и закрепления разнообразных по форме и размерам деталей (трехкулачковые патроны, делительные головки, машинные тиски и др.); специальные, изготавливаемые для обработки определенной детали при выполнении одной какой-либо операции технологического процесса; специальные переналаживаемые. При выборе приспособлений особое значение имеют расчет погрешностей установки и выбор установочной базы.
Выбор технологических установочных баз и расчет погрешности базирования. Установочной технологической базой называют поверхность детали, которая сопрягается с поверхностью станка или приспособления при обработке. При правильном выборе установочной базы можно достичь наименьшей погрешности обработки. В качестве установочных поверхностей следует принимать наиболее точно обработанные поверхности. Заготовки деталей, полученные литьем, горячей штамповкой и другими методами, при первой операции механической обработки не имеют точных поверхностей. В этом случае используют необработанную поверхность, называемую черновой базой.
При выборе черновой базы следует придерживаться следующих правил:
если обработке подлежат не все поверхности, то в качестве черновой базы принимаются обычно необрабатываемые поверхности;
при обработке всех поверхностей детали за базовые принимают поверхности с меньшим припуском;
необходимо отдавать предпочтение наиболее ровным и гладким поверхностям, без поверхностных дефектов.
Обработанные поверхности, которые служат базами для последующих операций, называют чистовыми базами.
Установочная база может быть основной и вспомогательной. Основной установочной базой называется поверхность детали, которая служит для установки детали при обработке и сопрягается с другой деталью, совместно работающей в собранном узле, или оказывает влияние на работу данной детали в узле. Например, отверстие в зубчатом колесе является основной базой, так как поверхность сопрягается с валом, на который насаживается колесо.
Вспомогательной установочной базой называется поверхность детали, которая служит только для ее установки при обработке, не сопрягается с другой деталью, совместно работающей в собранном узле. Например, центровые отверстия валов, используемые только при обработке.
Наибольшая точность обработки деталей достигается при выполнении принципа постоянства базы и совмещения базы.
Принцип постоянства базы состоит в том, что для выполнения всех операций обработки детали используют одну и ту же базу.
Принцип совмещения базы заключается в том, что сборочная база является одновременно установочной и измерительной. Измерительной базой называют поверхность, от которой производится непосредственный отсчет размеров при измерении.
Сборочной базой называют поверхность (или совокупность поверхностей, линий, точек), которая определяет положение данной детали относительно других в собранном узле.
Конструкторской базой называют совокупность поверхностей, линий, точек, от которых задаются размеры при разработке конструкции.
Переход от одной базы к другой увеличивает общую погрешность обработки. Поэтому при выборе установочной базы следует стремиться к тому, чтобы выбранные один раз базовые поверхности были использованы и при последующих операциях обработки.
В некоторых операциях технологических процессов обработки деталей доминирующей производственной погрешностью является погрешность базирования. Погрешностью базирования называется погрешность, возникающая при несовпадении установочной базы с измерительной.
При совмещении установочной и измерительной баз погрешность базирования равна нулю (Δδ = 0). Погрешность базирования отсутствует также при обработке на станках, не настроенных на размер (т. e. при обработке методом пробных проходов), так как положение режущей кромки резца относительно установочной базы рабочий регулирует путем пробных проходов и промеров от измерительной базы для каждой отдельной обрабатываемой поверхности. На рис.4.3. представлена схема установки детали плоской поверхностью на плоскость станка (установка на плоскость).
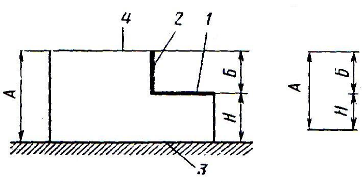
Рис. 4.3.
Здесь обрабатываемыми являются поверхности I, 2; установочной базой - поверхность З; измерительной базой - поверхность 4; размер Б - исполняемый размер; Н - настроечный размер; А - справочный, с этим размером деталь поступает на данную операцию обработки. В данном примере установочная база не совпадает с измерительной, а следовательно, будет иметь место погрешность базирования. В зависимости от припуска и точности размера Б эта операция может выполняться на фрезерном или плоскошлифовальном станке. В принятой схеме размер Б получается автоматически, так как настройку режущего инструмента производят на размер Н, следовательно, в размерной цепи, представленной на рис.4.3, размер Б является замыкающим звеном и ожидаемая погрешность его определяется уравнением
![]() , (4.8)
, (4.8)
где ΔА - погрешность базирования; ΔН - погрешность настройки; ΔБ - ожидаемая погрешность обработки размера Б.
В данной схеме обработки ΔА является доминирующей погрешностью. Обработка без брака по размеру Б, определяется неравенствами ![]() , где
, где ![]() допуск на размер Б, установленный по рабочим чертежам детали.
допуск на размер Б, установленный по рабочим чертежам детали.
Указанные условия работы без брака могут быть представлены в виде
![]() , (4.9)
, (4.9)
где ![]() - допуск на размер А по чертежу детали;
- допуск на размер А по чертежу детали; ![]() - допуск на размер Н по технологическому процессу.
- допуск на размер Н по технологическому процессу.
Пример. Дано: А = 30-0,28 мм, Б = 6+0,16 мм, δН = 0,045 мм.