Реферат: Проектирование технологических процессов изготовления деталей
Решение. Находим номинальное значение настроечного размера Н = А - Б = 30 - 6 =24 мм.
Погрешность обработки согласно выражению (4.9):
∆Б = 0.28 + 0,045 = 0,325 мм.
Следовательно, ![]() . Условие работы без брака не удовлетворяется, в таком случае его можно обеспечить двумя путями. Первый - уменьшить допуск на размер A, то есть выполнять его на предыдущей операции не по 12 квалитету точности, а по 10 квалитету, тогда А = 30 - 0,084, и погрешность обработки ∆Б = 0,084 + 0,045 = 0,129 мм. В этом случае
. Условие работы без брака не удовлетворяется, в таком случае его можно обеспечить двумя путями. Первый - уменьшить допуск на размер A, то есть выполнять его на предыдущей операции не по 12 квалитету точности, а по 10 квалитету, тогда А = 30 - 0,084, и погрешность обработки ∆Б = 0,084 + 0,045 = 0,129 мм. В этом случае ![]() - условие работы без брака удовлетворено. Но в этом случае увеличение точности обработки приводит к повышению технологической стоимости детали. Второй путь - совместить измерительную базу с установочной 3 (рис.4.4) за счет применения дополнительного приспособления определенной конструкции.
- условие работы без брака удовлетворено. Но в этом случае увеличение точности обработки приводит к повышению технологической стоимости детали. Второй путь - совместить измерительную базу с установочной 3 (рис.4.4) за счет применения дополнительного приспособления определенной конструкции.
При обработке поверхностей I, 2 при таком приспособлении погрешность базирования отсутствует, так как установочная база совмещена с измерительной. В этом случае настройку станка производят непосредственно по исполняемому размеру Б.
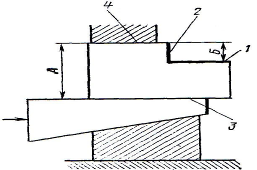
Рис. 4.4.
Выбор рабочего инструмента. Выбор рабочего (режущего) инструмента рассмотрен на примере обработки на металлорежущих станках. При выборе инструмента учитывают: материал детали и его физическое состояние, способы обработки материалов – точение, фрезерование, сверление, шлифование, технологические режимы резания. Материалами режущих инструментов могут быть: углеродистая инструментальная сталь, быстрорежущая сталь, легированная инструментальная сталь, твердые сплавы, алмазный режущий инструмент, шлифовальные круги.
Различают нормализованный и специальный режущий инструмент. Нормализованный режущий инструмент применяют тогда, когда обработку производят инструментом, конструкция и размеры которого утверждены ГОСТом и ОСТом или имеются в нормалях промышленности. При разработке технологических процессов изготовления деталей следует использовать нормализованный инструмент как наиболее дешевый и простой. Специальный режущий инструмент применяют в тех случаях, когда обработка нормализованным инструментом невозможна или малопроизводительна.
Выбор измерительного инструмента и контрольных приспособлений. Под средствами измерения понимают устройства, при помощи которых сравнивают измеряемую величину с единицей измерения. Основные требования, предъявляемые к средствам измерения - это точность, производительность и стоимость. Выбор средств измерения зависит от сложности формы контролируемой детали, от характера измеряемых параметров и типа производства. Средства и методы контроля регламентируются основными стандартами и техническими условиями на изготовление изделий. В этих документах оговариваются: перечень параметров, подлежащих контролю, порядок проведения контроля; виды и типы испытательного оборудования и контрольно-измерительных средств с указанием требуемой точности, форма записи и способы обработки результатов контроля.
Средства контроля могут быть объединены в следующие группы:
измерительные инструменты и приборы для контроля шероховатости поверхности (штангенциркули, микрометры, предельные калибры, толщиномеры, профилографы);
приборы и устройства для контроля физических параметров материалов и изделий из них – электрических, магнитных, качества защитных покрытий, наличие скрытых дефектов.
Рост производительности труда и высокая точность изготовления создают условия, при которых субъективный контроль, основанный на личном опыте, становится тормозом развития производства. Поэтому необходима механизация и автоматизация средств контроля.
В настоящее время существуют две основные формы контроля деталей: пассивная и активная.
Пассивную форму применяют для контроля готовых деталей, она оторвана от операций обработки деталей и поэтому не может быть использована непосредственно для воздействия на производственный процесс. Одна из форм пассивного контроля - статистический контроль. При пассивном методе применяют универсальные измерительные инструменты.
Активный контроль заключается в непрерывном измерении параметров деталей в процессе обработки с помощью какого-либо показывающего прибора. В этом случае следят за показаниями прибора и выключают технологическое оборудование по достижении заданного определенного размера.
Активные методы контроля позволяют следить за динамикой изменения качества изделий, а следовательно, своевременно корректировать технологический процесс. Примером активного контроля является применение контрольных точностных диаграмм (см. гл.3), которые позволяют осуществлять статистическое регулирование качества в процессе изготовления изделий. Высокая степень активного контроля достигается при автоматической форме контроля, который сочетает контроль с воздействием на рабочий процесс с помощью автоматических систем управления.
Оформление технологической документации. Разработанный технологический процесс оформляют в технологических документах, виды которых установлены государственными стандартами единой системы технологической документации – ЕСТД, входящими как составная часть в комплекс стандартов ЕСПП. Назначение стандартов ЕСТД – установление во всех организациях единых правил выполнения документов, что дает возможность обмена технологическими документами между организациями без их переоформления и использования средств вычислительной техники при технологическом проектировании. Согласно ГОСТам ЕСТД предусмотрено использование следующих основных технологических документов: маршрутных карт, операционных карт, карт эскизов и схем, технологических инструкций, ведомостей оснастки, материальных ведомостей, спецификаций технологических документов.
Маршрутная карта - документ, содержащий описание технологического процесса изготовления и контроля изделия по всем операциям в технологической последовательности с указанием соответствующих данных по оборудованию, оснастке, материалам, трудовым затратам и другим параметрам. Маршрутные карты оформляются при любом типе производства.
Операционная карта - документ, содержащий описание операции по технологическому процессу изготовления изделия с расчленением операции по переходам, установам и указаниям технологических режимов работы оборудования, расчётные нормы времени на выполнение операций. Операционная карта оформляется при серийном и массовом типах производства.
В зависимости от характера производства и выполнения работ операционные карты выпускают на процессы изготовления отливок, раскроя заготовок, ковки и штамповки, механической обработки, термообработки, декоративно-защитных покрытий, изготовления деталей из пластмасс, металлокерамики, технического контроля и т.д.
Карта эскизов и схем - документ, содержащий графическую иллюстрацию хода выполнения работ по всем операциям, начиная от заготовки и кончая готовой деталью.
Эскиз выполняется с соблюдением всех требований ЕСКД, но в произвольном масштабе. На операционных эскизах представляют только те размеры, которые получаются в данной операции. Поверхности детали, выбранные как установочные базы на данной операции, обозначают условными значками.
Технологическая инструкция - документ, содержащий описание специфических приемов работы или описание методики контроля, правил пользования оборудованием и приборами, а также описание физико-химических явлений, происходящих при отдельных операциях технологического процесса.
2. Принципы проектирования технологических процессов с применением ЭВМ
Общая направленность научно-технического прогресса вызывает необходимость использования ЭВМ для проектирования технологичных процессов, которое является одной из составных частей технологической подготовки производства.
Технологическая подготовка производства представляет собой сложный единый комплекс инженерно-технических и организационно-технических мероприятий, при выполнении которых производительность инженерного труда до нашего времени была ниже, чем в основном производстве. Обычно объектами автоматизации в ТПП являются:
проектирование технологических процессов и средств технологического оснащения;
решение инженерно-технических задач;